推薦
綜合
人氣
評論
點贊
加工技術
鈦合金棒、TC4鈦合金棒、TC11鈦合金棒熱擠壓的三種工藝對比
鈦合金棒熱擠是在提高溫度的情況下進行粉末的擠壓,使制品達到全致密化。熱擠法能夠準確地控制材料的成分和合金的內部組織結構。熱擠法
2019-08-20 1762
鈦標準件、鈦螺絲鑄造殘余應力測定實驗
鑄造應力是鑄件冷卻進入彈性區(qū)域以后,由于收縮(或膨脹)受到阻力而形成的內應力。 鑄造應力對鑄件質量影響很大。若鑄件總應力值超過
2019-08-20 790
鈦法蘭鍛件(包括鍛軋件)技術要求
一、鍛件(包括鍛軋件)的級別及其技術要求應符合JB4726-4728的相應要求。 1.公稱壓力PN為0.25MP-1.0MPa的碳素鋼、奧氏體不銹鋼鍛件
2019-08-20 854
鈦合金棒、TC4鈦合金棒鑄錠到成品棒材通常分為三個階段完成
1、開坯 它的始鍛(開坯)溫度在轉變點以上150~250℃,這時,鑄造組織的塑性最好。開始時應輕擊、快擊使錠料變形,直到打碎初生粗晶
2019-08-20 1395
TC4鈦合金棒、鈦棒、TC4鈦合金材料的熱力學行軋制工藝
鈦合金材料具有比強度高、屈強比高、變形抗力高、工藝塑性和超塑性優(yōu)良的特征,鈦棒材制品廣泛應用于國民經濟的各個領域,在航空航天飛
2019-08-20 2196
鈦合金棒、鈦環(huán)、鈦合金鍛件國內軍用標準匯總
GJB2218-1994航空用鈦及鈦合金棒材和鍛坯規(guī)范 GJB2219-1994緊固件用鈦及鈦合金棒(線)規(guī)范 1940b048d8e42f0e4e0e4df38d7042e4[1].
2019-08-21 1646
鈦合金箔材、帶材的表面處理方法
冷軋帶材和板材,成品精度高,具有均勻、優(yōu)良的表面形狀,穩(wěn)定、均勻的力學性能和組織。冷軋薄板、帶材或箔材的表面加工包括光亮加工和無
2019-08-23 708
鈦合金材難切削加工難點之高切削溫度
切削加工鈦合金材時,通常切屑與刀具前刀接觸面較小,切削點的溫度極高,可達1,100~1,200 ℃左右,切削區(qū)高溫狀態(tài)易使刀尖很快熔化或粘
2019-09-05 940
鈦合金材難切削加工難點之易生成硬化層
鈦化學活性高,在高溫狀態(tài)下極易發(fā)生化學反應,導致切削表面生成硬化層,其深度可達0.1~0.15 mm ,致使表層硬度大幅度提高,加速了刀
2019-09-05 986
鈦合金材難切削加工難點之易產生彈性變形和振動
鈦合金彈性模量小(鈦合金 Ti-6-4 為 110kN/mm2 ,鋼 Ck45110kN/mm2 ,210kN/mm2 ),導致切削時易產生彈性變形和振動, 不僅影響零件
2019-09-05 1767
鈦合金數控加工機床的小刀具接觸弧系數
為維持高刀具耐用度和改善加工質量, 切削加工鈦合金材整體構件, 一般要求刀具接觸弧系數≦ 40% ,在使用較高切削速度(≧ 120m/min
2019-09-06 894
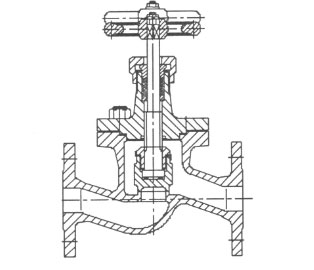
- 鈦制船舶閥門的結構特點
10122019-09-10
MMO 鈦極板與鍍鉑鈦陽極的區(qū)別?
1. 技術特性 :有優(yōu)良抗菌腐蝕性能;電極使用壽命長;可以隨再高的電流密度,電流高效率高。運行電流密度: 10000A /M2 屬于以工業(yè)純
2019-09-10 1849
銥混合金屬氧化物涂層鈦陽極注意事項
1.銥金屬氧化物涂層鈦陽極(簡稱銥 MMO 涂層鈦陽極)需安裝在建議的電解條件下。 2.避免油或油脂污染銥 MMO 涂層。 3.銥 MMO
2019-09-10 1048
鈦管件加工氫含量過高時的注意事項
當鈦管件中氫含量過高時,沖擊韌性和缺口拉伸強度會因脆性而減少。因此,一般規(guī)定鈦管件中的氫含量不應高過0.015%。為了減少氫的吸收,
2019-09-11 1491