
鈦合金具有密度低、比強度高、耐腐蝕、耐高低溫等特性,其成形技術最開始是為適應航空航天工業的需要而發展起來的,早期為滿足研制急需,多為政府采購,因此具有重質量、輕成本的特點。近年來,我國高新技術領域得到迅猛發展,為了滿足結構部件輕量化的需求,“載人航天工程”“探月工程”“大飛機”“高分衛星”等航空航天重大工程以及新型武器裝備對優質鈦合金構件的需求量逐年增加,同時,船舶、化工、醫療、核電、消防等民用領域也逐漸開始廣泛應用鈦合金。
然而,目前優質鈦合金部件的生產成本仍居高不下,主要由兩個方面導致:一是熔煉過程要求苛刻,鈦在高溫狀態下極為活潑,易與氧、氮、硅、碳等元素發生化學反應,熔煉和熱處理過程需要在真空或惰性氣體保護下進行,成分純凈性和均勻性控制較為困難;二是成形困難,鈦合金本身變形能力差,屈/彈比高,熱導率低,采用常規冷/熱加工成形較為困難。據估算,鈦合金構件的整個生產流程過程中,海綿鈦原材制備成本約占14%左右,鈦合金坯錠、板材加工成本約占36%,而鈦合金最終產品成形成本占到約50%(圖1),可見,鈦合金產品的成本構成主要來源于鑄坯、板材的制備和鍛造、鑄造、機加等成形環節。
以鑄件為例,高端軍品鈦精鑄件的生產成本達到1500~2 500 元/kg,普通民品鈦精鑄件的生成成本也在500~800 元/kg,而不銹鋼精鑄件的生產成本約在50~200 元/kg,鈦精鑄件的生產成本是不銹鋼精鑄件的10倍以上,高成本已成為制約鈦合金制品推廣應用的瓶頸。因此,降低鈦合金制品的生產成本已成為眾多科研機構和生產單位不斷攻關解決的重要課題之一,迫切需要發展低成本鈦合金材料及其低成本制備成形技術。
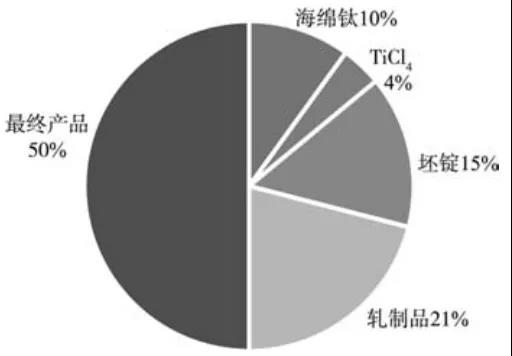
圖1 鈦合金制品整個生產流程成本構成及所占比例
目前,實現鈦合金材料及其成形技術的低成本化主要有三種途徑,一是采用廉價元素的合金成分設計,設計鈦合金材料時采用Fe、Si、Al、Sn等廉價元素代替V、Mo、Zr、Nb、Ta等昂貴元素,在保持鈦合金力學性能的前提下降低合金化成本;二是進行鈦料的回收利用,殘鈦(殘余鈦料)的價格只有海綿鈦價格的20%~30%,在鈦合金熔煉制備過程中添加回爐料,可以極大降低鑄坯板材的制備成本,但回爐料中往往存在合金元素偏析、雜質元素含量高等問題;三是開展低成本加工成形技術研究,鈦合金構件成形的高成本是其價格居高不下的主要原因,開展成形工藝的優化與創新是實現低成本化的重要途徑,針對鈦合金鑄錠,可開展熔化、精煉一體化控制,減少鈦合金鑄錠的熔煉次數,針對鈦合金變形加工,可通過連鑄連軋等短流程技術實現凝固、變形一體化控制,針對鈦合金鑄造成形,可采用廉價耐火材料替代釔稀土氧化物材料制備鑄型。
1 、低成本鈦合金材料的發展
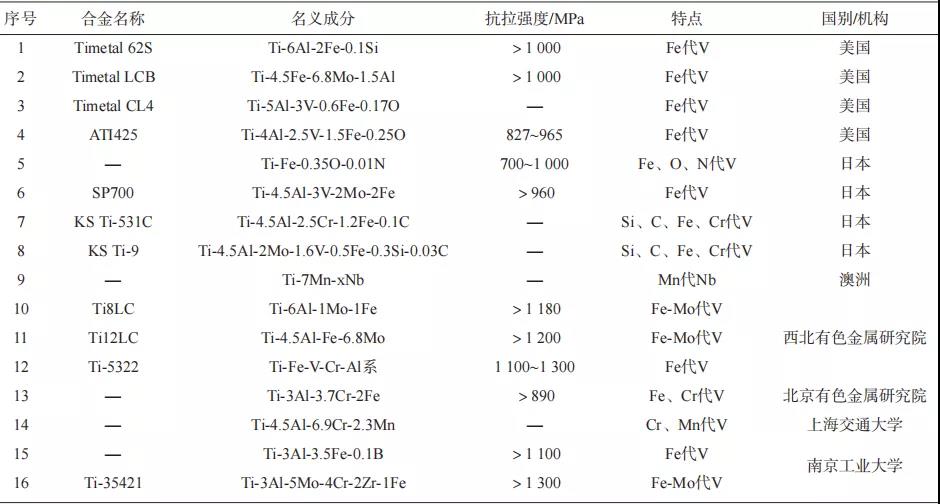
為了降低鈦合金材料的生產成本,世界各國對新型鈦合金材料開展了研究,主要途徑是采用Fe、Si、Al、Sn等廉價的中間合金代替V、Mo、Zr、Nb、Ta等昂貴元素,基于上述思路,目前國內外研發的主要低成本鈦合金如表1所示。
表1 國內外主要低成本鈦合金
1.1 Timetal 62S 合金
Timetal 62S(Ti-6Al-2Fe-0.1Si)合金是美國Timetal公司設計開發的一種非航空航天用途的新型低成本鈦合金,屬于α+β型合金。該合金設計的初衷是用于替代Ti-6Al-4V合金,以Fe元素代替Ti-6Al-4V合金中的V元素,適量Si的添加可細化組織,合金性能與Ti-6Al-4V相比并不遜色,成本降低了15%~20%,并且具備優異的冷熱加工性。該合金主要應用于高強度、抗損傷的民用領域鈦合金鈑金結構件,已在氣門座圈的生產中替代了Ti-6Al-4V合金。
1.2 Timetal LCB 合金
Timetal LCB(Ti-4.5Fe-6.8Mo-1.5Al)由美國Timetal公司開發,屬于高強度β合金,該合金設計的初衷是用于替代Ti-10-2-3(Ti10V2Fe3Al),以Fe-Mo中間合金形式添加Fe元素以代替V元素。TimetalLCB合金強度高,成形性好,可以像鋼一樣冷加工或溫加工,性能與Ti-10-2-3相當,成本為Ti-6Al-4V的78%。該合金中Mo為β穩定元素,可形成Fe和Mo的化合物,經過時效硬化后具有較高的拉伸強度,已在日、美汽車零件和彈簧、懸簧中應用。
1.3 ATI425 合金
ATI425合金(Ti-4Al-2.5V-1.5Fe-0.25O)是美國ATI Wah Chang公司開發的β型低成本鈦合金,以Fe元素取代部分V元素,降低了成本,力學性能和耐蝕性良好,抗拉強度可達到827~965 MPa,屈服強度達到758~896 MPa,伸長率達到6%~16%,且抗彈能力與Ti6Al4V相當,滿足了當前軍用裝甲標準對材料性能的要求,已用于兵器領域裝甲板和軍用車輛部件。
1.4 Ti-Fe-O-N 系列合金
Ti-Fe-O-N系列合金是由日本鋼鐵公司和東邦鈦公司研制的β型合金,該類合金采用Fe、O、N元素代替Ti-6Al-4V合金中的V元素,其中0.5%~1.5%Fe、0.2%~0.5%O、0.05%~0.1%N。該合金系室溫強度可達到700~1000 MPa,但其高溫性能較差。此合金系的代表為Ti-1%Fe-0.35%O-0.01%N,該合金拉伸強度約為800 MPa,主要用于航空以外用途設計的合金。
1.5 SP700 合金
SP700(Ti-4.5Al-3V-2Mo-2Fe)是日本開發的一種超塑性鈦合金材料,在775 ℃可實現超塑成形和擴散連接,超塑性成形溫度低于Ti-6Al-4V合金,拉伸強度和疲勞強度優于Ti-6Al-4V合金,可用于制造薄板形航空航天結構件。因為避開了鈦變形抗力大、常溫可塑性差的缺陷,從而大幅度降低了鈦材的變形加工成本,日本將該合金應用于本田NSX摩托車連桿,美國RMI鈦公司把這種鈦合金制備成飛機結構件及轉動零件。
1.6 Ti8LC 和Ti12LC合金
西北有色金屬研究院通過合金設計、性能檢測,開發出了近α型Ti8LC、Ti12LC低成本鈦合金,為Ti-Al-Mo-Fe系合金,合金中均添加廉價Fe-Mo中間合金代替Ti-6Al-4V合金中的V和Zr,同時在熔煉過程中添加純鈦的廢料(如鈦屑),以降低海綿鈦的用量,在保證性能的基礎上,原材料成本可降低10%以上,小規格棒材的制備成本可降低達30%左右。兩種合金經過固溶時效熱處理后,具有良好的強度、塑性及疲勞強度,室溫抗拉強度均可達到1100 MPa以上,強度和塑性均高于GB/T2965中的Ti-6Al-4V合金性能,Ti12LC合金具有更高的強度和塑性匹配,強度達到1200 MPa,塑性達到20%,優于Timetal 62S和Timetal LCB合金。Ti8LC和Ti12LC可制備汽車進排氣閥、自行車扭力桿等,其中Ti12LC還可用于制備航天固體火箭發動機的尾噴管。
1.7 Ti-5322 合金
Ti-5322合金是西北有色金屬研究院針對非航空領域應用研發的一種Ti-Fe-V-Cr-Al系α+β兩相鈦合金。合金充分考慮廉價Fe元素以及回收鈦料的應用,添加了2%Fe代替昂貴合金元素V,成本低于Ti-6Al-4V合金,該合金經過熱處理后強韌性匹配良好,室溫強度達到1100~1 300 MPa,伸長率在7%~14%。目前該合金已應用于坦克裝甲的研制,抗彈性能優于TC4合金。
1.8 Ti-35421 合金
Ti-35421合金是南京工業大學針對海洋工程對鈦合金高強、耐沖擊、耐腐蝕和焊接性的需求,開發的一種新型海洋工程用高強鈦合金,抗拉強度為1 313 MPa,屈服強度為1240 MPa,伸長率8.62%,斷面收縮率為17.58%,斷裂韌性KIC為75.8 MPa·m1/2,在3.5%NaCl溶液中的應力腐蝕敏感性小,具有較好的耐腐蝕性。該合金完善了國內1 000 MPa強度級別的船用低成本鈦合金材料體系,對于裝備在設計和建造過程中的選型具有重要的意義。
2 鈦合金低成本熔煉技術
鈦合金在熔煉過程中低成本化控制主要從兩個方面進行考慮。一是增加殘鈦的應用,代替海綿鈦。殘鈦主要是指在熔煉、機加工過程中產生的冒口、廢屑、邊角料等,鑄件在熔煉、檢測、零件加工過程中產生的報廢件也屬于殘鈦,殘鈦量很大,一次殘鈦(半成品生產的殘鈦)可達到30%~50%,二次殘鈦(成品加工的殘鈦)可達到20%~80%,充分利用殘鈦可使鈦制品成本大幅降低。二是提高熔煉效率和熔煉質量,實現熔化、精煉一體化控制。目前國內應用最為廣泛的鈦合金真空自耗電弧熔煉技術在電極制備過程中,由于采用氬弧焊工藝,易引入低密度氧化物夾雜和高密度TiW夾雜,同時由于熔煉過程中成分均勻性差,需要進行2~3次重熔,降低了生產效率。目前,可實現熔化、精煉一體化控制和殘鈦回收的熔煉技術,主要包括冷床爐熔煉技術(Cold Hearth Remelting,CHR)和冷坩堝感應熔煉技術(Cold Crucible Induction Melting,CCIM)。
2.1 冷床爐熔煉技術
冷床爐熔煉技術主要包括電子束冷床熔煉(Electron Beam Cold Hearth Melting,EBCHR)和等離子冷床熔煉(Plasma Cold Hearth Melting,PACHM)。電子束冷床熔煉是利用電子槍發射的集中和可控穩定的電子束作為熱源來熔融、精煉和重熔金屬;等離子冷床熔煉是由電子束冷床爐熔煉技術轉化而來,是利用等離子槍發射經過穩定化的等離子弧代替真空電子束,以此作為加熱源對金屬進行熔化和精煉。冷床爐在結構設計上將熔煉過程分為原料熔煉區、精煉區和凝固區3個區域。熔煉區加熱源依次對傳送設備上的殘鈦廢料進行加熱熔化,熔化后的鈦液流入精煉區精煉,最后進入凝固坩堝,凝固成板坯。
冷床爐熔煉技術具有以下特點:①熔煉過程中可以較好地消除高密度和低密度夾雜,獲得細晶和組織均勻的鑄錠或鑄件。在精煉區內鈦液中高密度夾雜因重力作用落入到低溫凝殼區,通過沉積去除,低密度夾雜上浮到熔池表層,經過高溫加熱得以熔化消除,中間密度夾雜在冷床內流動過程中,在復雜流場環境下持續加熱逐漸熔化消除;②對原材料狀態要求低,不需要制備電極,可以100%的利用回收殘鈦作為原材料,而真空自耗電弧熔煉技術一般只能利用30%以下的殘鈦;③可一次熔煉成合金錠,與真空自耗熔煉技術相比熔煉效率大幅提升,成分均勻性好,可節約加工成本20%~40%;④易于更換結晶器,通過調整結晶器結構,可實現扁錠、空心錠、圓錠等多種鑄坯的制備,提高板材、管材生產的生產效率,降低產品成本。
國外先進企業廣泛采用冷床爐進行鈦合金熔煉,以解決鑄錠夾雜問題,冷床爐熔煉技術是實現鈦合金材料近零缺陷純凈化技術的重要途徑。美國現行宇航材料標準中要求鈦合金重要件必須使用冷床爐制備技術。美國GE公司于1988年開始采用冷床爐熔煉加真空自耗電弧熔煉技術生產航空發動機關鍵轉子零件用鈦合金鑄錠。英國TIMET公司采用電子束冷床爐熔煉技術制備了Timetal 6-4合金錠,并制成鈦合金坦克裝甲,研究人員采用尾翼穩定脫殼穿甲彈對鈦合金裝甲進行試驗,結果表明,低成本Timetal 6-4合金完全可以替代傳統Ti-6Al-4V合金用于裝甲車輛。寶鈦集團從德國ALD公司引進2 400 kW電子束冷床熔煉爐,利用該先進設備建成國內第一條年產量5 000 t的返回料回收處理生產線,最大可添加約80%的TC4鈦合金返回料,可熔煉出多種規格的TC4鈦合金鑄錠。
2.2 冷坩堝感應熔煉技術
冷坩堝感應熔煉技術(Cold Crucible Induction Melting,CCIM)是一種通過感應加熱方式配合分瓣式水冷銅坩堝來進行熔煉的特種熔煉方法,具體是將分瓣的水冷坩堝置于交變電磁場內,利用電磁場產生的渦流熱熔融金屬,由于此種方法在熔煉時熔融的金屬一般會在坩堝底部形成一層凝殼,也將其稱為感應凝殼熔煉(Induction Skull Melting,ISM)。這種方法最大的特點是水冷坩堝側壁被分割成20瓣以上,在交變磁場下,每兩塊相鄰坩堝瓣的間隙會產生磁場增強效應,通過磁壓縮效應引起強烈攪拌,合金組分和熔液溫度達到平衡,實現難熔金屬的均勻熔化。同時,坩堝側壁各瓣自身感生電流產生的磁場和物料表面的感應電流產生電磁斥力,使得物料和坩堝側壁保持軟接觸或非接觸狀態。該技術熔煉鈦合金鑄錠時,原材料形式基本不受限制,可連續重熔回收鈦合金廢料,不需要耐火材料作為坩堝,也不用焊接電極,所以其理論的殘鈦利用率為100%,可以無污染地獲得高品質的鈦及鈦合金鑄錠。CCIM設備在美國、德國、俄羅斯、法國等國家歷經幾十年發展,目前設備熔化量已超過200 kg(以鈦計),坩堝直徑達到500 mm以上,熔化溫度達到3 000 ℃以上,國外主要設備廠家包括美國CONSARC公司、美國RETECH公司、德國ALD公司等,并已獲得商業化應用,國內目前研制該設備的容量大都在50 kg以下。近年來,冷坩堝感應熔煉技術逐漸與其他材料制備技術相結合,發展了冷坩堝電磁連鑄技術、冷坩堝定向凝固技術以及用冷坩堝作為輔助裝置的噴霧沉積技術等。冷坩堝感應凝殼熔煉技術存在的最大問題是形成的凝殼較厚,由于坩堝底部采用整體連通結構,雖然保證了足夠的坩堝強度,但熔體在坩堝底部與坩堝接觸造成較大的熱量損失,形成的凝殼往往超過總容積的1/3,極大地降低了熔煉效率和熔煉均勻性,特別是給多種元素合金化和高熔點材料的熔煉帶來了困難。
冷坩堝懸浮熔煉技術(Cold Crucible Levitation Melting,CCLM)增加了熔體底部的電磁斥力,取消了坩堝底部連通結構,而采用上部與底部完全分瓣的錐形底坩堝結構,每瓣獨立水冷,同時改變外加線圈結構,提高電磁場頻率、切縫數量以及電源輸入功率,實現了熔體的半懸浮或全懸浮,其原理結構如圖2所示。與冷坩堝感應凝殼熔煉相比,熔煉過程中具備更好的整體攪拌效果和成分均勻性,更適合于高活性金屬、多組元合金及難熔金屬的制備,材料利用率高,邊角料仍保持高純度,可更大限度地降低材料的制備成本。CCLM技術要求更高,國內外從事相關開發的相對較少,國外以美國CONSARC、德國ALD等的技術最為先進,目前國內已從兩國引進多臺無殼懸浮熔煉爐,已報道的最大容量為20 kg(以鈦計)。國內目前從事相關研究開發的主要有深圳市賽邁特懸浮冶金科技有限公司、北京鋼鐵研究總院、沈陽鑄造研究所有限公司等單位,深圳賽邁特公司目前擁有的感應懸浮熔煉爐最大坩堝容量為25 kg(以鈦計),最高熔煉溫度2 600 ℃,沈陽鑄造研究所有限公司成功研制出了坩堝容量達到30 kg(以鈦計)的感應懸浮熔煉爐,目前正進行更大容量的設計開發,國內其他單位研制的鈦合金感應懸浮熔煉爐容量通常小于30 kg(以鈦計)。
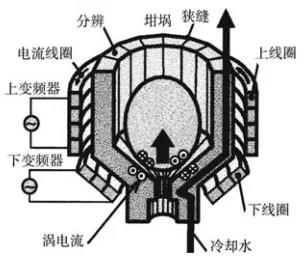
圖2 感應懸浮熔煉原理示意圖
3 鈦合金低成本鑄造技術
鈦合金鑄造技術本身就是一種提高鈦合金材料利用率、控制生產成本的生產工藝技術。根據經驗估算,鈦合金精密鑄造過程的生產成本構成如圖3所示其造型成本達到20%以上。近年來,為了滿足大型復雜薄壁鈦合金精密鑄件的研制需求,石墨型、金屬型、陶瓷型等精密鑄造工藝得到了不斷改進與發展,這也為低成本高效鈦合金鑄造工藝的進步提供了發展基礎和空間。
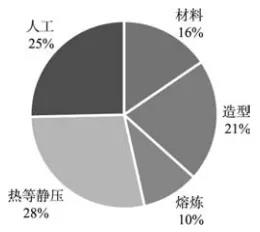
圖3 鈦合金精密鑄件生產成本構成及所占比例
3.1 石墨鑄型工藝
鈦及鈦合金鑄造用的造型材料必須有良好的高溫穩定性,石墨材料是應用最早、性能最為穩定的造型材料之一。目前應用最為廣泛的石墨型造型方法是機加石墨型工藝,該工藝方法具有操作簡單、鑄件內部質量較高的優點。但2017年以來,石墨電極價格飛漲,鈦合金鑄件的生產成本急劇上升。搗實或壓制石墨砂型鑄造有效克服了上述問題,該工藝是采用石墨粉通過類似砂型鑄造的方法制備出石墨鑄型。朱廣采用機械加工石墨型造型殘留的石墨粉作為耐火材料,采用酚醛樹脂、無水乙醇混合制成粘結劑,通過搗實方式制備出石墨鑄型,并澆注出了鈦合金截止閥和離心泵鑄件,鑄件表面無粘砂、冷隔、裂紋等缺陷,表面污染層厚度約為0.1 mm,鑄件力學性能和化學成分滿足相關國標要求。國外采用該工藝制備了軍用魚雷彈射泵、大型海水泵、球閥、蝴蝶閥等產品。與機加石墨型相比,搗實石墨型具有良好的透氣性和退讓性,可節約30%~40%的石墨材料,且石墨碎塊經過粉碎后可再次利用,大幅度降低了生產成本。
3.2 陶瓷鑄型工藝
目前鈦合金熔模陶瓷鑄型工藝中應用最為廣泛的是以氧化釔為代表的惰性氧化物工藝,國外如美國PCC公司、美國HOWMET公司、德國TITAL公司等,國內如沈陽鑄造研究所有限公司、北京航空材料研究院、貴州安吉鑄造廠等都大量采用氧化釔作為面層型殼材料,惰性氧化物面層工藝成本相對鎢面層工藝盡管已有顯著降低,但相對于其他普通耐火材料,氧化釔的價格仍高出30倍以上,而對于采用惰性氧化物面層材料生產的鈦合金精鑄件,造型材料的成本占到鑄件成本的30%以上,昂貴的造型材料成本成為制約鈦精鑄技術迅速發展的重要因素,采用廉價氧化物耐火材料替代氧化釔已成為目前重要的研究方向。
Al2O3作為耐火材料在熔模鑄造領域已得到了廣泛的應用,普通的Al2O3需要經過高溫煅燒或電熔轉化為穩定的剛玉粉。但采用剛玉粉和常規粘結劑混合制備的面層材料澆注鈦合金時,澆注的鈦鑄件質量較差。哈爾濱工業大學的肖樹龍通過自主研發一種不含Na2O等雜質的粘結劑,混合剛玉粉制成了具有較好涂掛性的涂料,成功澆注出了輪廓尺寸為376 mm×205 mm×142 mm鈦合金鑄件,鑄件表面粗糙度達到1.6~3.2 μm,尺寸精度達到CT6-CT7級。CaO材料對于熔融鈦的化學穩定性較好,且價格低廉。LaSall等采用碳酸鈣和硅溶膠等水基堿性粘結劑混合制成涂料制備面層型殼,經1 000 ℃焙燒后面層中的碳酸鈣轉化為氧化鈣,型殼在800 ℃左右保溫澆注,最終鑄出了質量良好的鈦合金鑄件,但該種型殼由于氧化鈣易發生吸水受潮,因此不易于長期存放,限制了其大規模應用。CaZrO3一般由CaO和ZrO2混合高溫燒結而成,此種型殼具有較大的應用價值,而CaO價格極為低廉,來源廣泛,作為活潑金屬的鑄型材料有巨大的發展潛力。Kim等采用CaZrO3制備出陶瓷型殼,此種型殼具有良好的抗水性,不會在水中潮解,并且熱穩定性良好,此種型殼澆注的鈦合金試樣,沒有發現明顯的反應層。Klotz等采用CaZrO3型殼與二氧化硅型殼進行了比較澆注試驗,結果表明CaZrO3型殼澆注的鈦合金試樣表面氧含量較小,未形成α層。
4 鈦合金短流程制備成形技術
傳統鑄錠冶金工藝制備鈦合金的技術路線為:海綿鈦-多次真空熔煉-鑄坯-多次改性鍛造-鍛坯-成形-深加工-鈦成品,制備過程中復雜繁瑣的工序大幅增加了生產成本,因此,開發鈦合金短流程制備技術可以有效降低成本并提高效率。
4.1 連鑄連軋技術
連鑄連軋技術(CC+HDR)已經廣泛應用于鋼、鋁板材的生產,它將熔煉、凝固、變形連接起來,并實現組織-性能-形狀一體化控制,對降低生產能耗、提高生產效率和產品成材率、改善產品均勻性等具有顯著的作用。日本金屬材料研究所對Ti-15-3、Ti-6242、Ti-10-2-3和NiTi進行了連鑄連軋基礎工藝試驗研究,研究表明:鈦在1200K以上時具有良好的熱塑性和較低的熱強度,其高溫加工性優于鋼,只要保證在溫度Tβ以上不發生彎曲變形,傳統的連鑄連軋工藝就可以制備出鈦合金板材。美國陸軍開發了基于電子束冷床熔煉的連鑄連軋技術,并對Ti-6Al-4V合金進行應用驗證,研究發現,制備的板材成分中只有C含量略高于常規熔煉工藝,其余成分基本相近,試驗的三種厚度板材(24.6 mm、38.2 mm、63.6 mm)的力學性能均高于MIL-T-9046J軍用標準要求,并具有優異的抗彈性能,完全滿足坦克裝甲的使用需求。國內南京工業大學的常輝等人開展了鈦合金連鑄連軋的探索性研究工作,連鑄出直徑30 mm的鑄坯,連軋出直徑10 mm的棒材,目前正在對該技術進行更深入的研究。
4.2 粉末近凈成形技術
粉末近凈成形技術是一種以粉末為原材料,通過注射、擠壓、熱等靜壓、冷壓、激光增材制造等成形方式,在少加工或無加工的條件下即能實現制品最終成形的技術,具有原材料利用率高、工藝流程簡單等優點。鈦合金粉末近凈成形技術解決了鈦合金的熔煉難題,避免了鑄錠制備及其鍛造過程,是近年來發展最為迅速的鈦合金短流程成形技術。一般情況下,鍛件的材料利用率僅為10%~15%,鑄件的材料利用率為45%~60%,而粉末近凈成形技術的材料利用率幾乎可達到100%,極大提高了材料利用率。表2對比了目前常用的粉末近凈成形技術的優缺點,針對這幾種技術,國內外的研究者都在不斷地進行技術改進與優化。
表2 鈦及鈦合金粉末成形技術的優缺點
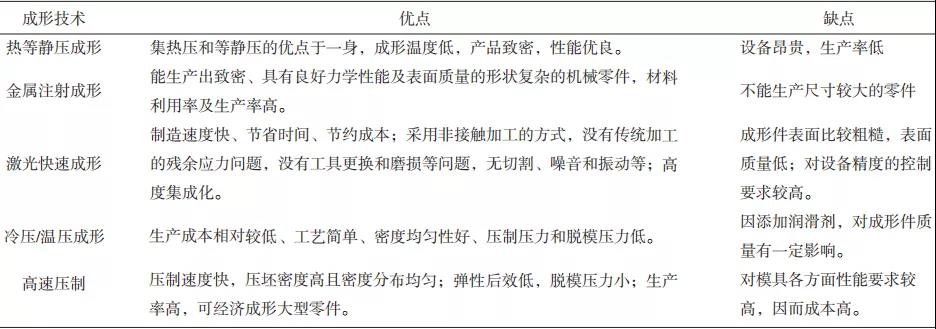
目前,鈦合金粉末近凈成形件除了在航空航天等高端裝備領域獲得小規模應用外,仍未實現大規模替代鍛件、鑄件的產業化生產,究其原因,一方面由于產品內部質量及力學性能仍未全面獲得行業性認可,另一方面則由于成本較高,而影響其成本的主要因素在于高性能鈦粉制備技術及成形技術的居高不下。目前,高品質鈦粉主要通過氣霧化和旋轉電極等方式制備,呈球形或近球形,但球形粉末的燒結性較差,要通過加壓燒結或激光燒結才能獲得高致密的鈦合金構件,大大增加了粉末冶金的生產成本。氫化脫氫(HDH)鈦粉制備工藝通過將海綿鈦進行氫化-破碎-脫氫的方法制得不規則形狀鈦粉,該工藝簡單、成本低、易形成規模化生產,但因其不規則形貌,流動性和泊松比相對較差。郭志猛等開發了超細低氧HDH鈦粉制備技術,并通過冷等靜壓技術和真空燒結技術實現了粉末低成本壓制成形,所用超細低氧鈦粉大幅降低了燒結激活能,顯著提高了燒結致密度,真空燒結后制得相對密度≥99%的不同規格TC4制件。
5 展望
(1)國內外對低成本鈦合金材料的研究重點主要集中于采用廉價的Fe、O、N等元素代替合金中的昂貴金屬,但材料的綜合性能也因此受到局限,很難滿足日益發展的航空航天高端鈦合金裝備的使用需求,尤其在抗疲勞強度、高損傷容限性能上仍存在問題,因此,需要更深入地成分設計開展高端、高性能、低成本鈦合金材料的相關研究,擴大其在航空航天高端產品領域的應用范圍。
(2)鈦合金廢料的回收率仍較低,回收方法單一,表面污染層嚴重,雜質含量高,成分控制困難,成分均勻性較差,需要進一步開展更為系統、深入地相關熔煉工藝研究,形成一整套具有可操作性的殘鈦回收再利用工藝方法,建立完善的鈦合金廢料回收處理生產線。
(3)開發大容量感應懸浮熔煉技術。目前國內外鈦合金感應懸浮熔煉技術受裝備技術能力所限,熔化量均較小,難以滿足工程化實際需求,因此需要開發新型大容量感應懸浮熔煉技術,實現大容量鈦合金的高潔凈回收與精密成形。
(4)開發穩定的低成本熔模陶瓷型殼制備技術。目前Al2O3、CaZrO3等低成本陶瓷型殼材料仍處于實驗室研究階段,未在鈦合金熔模精密鑄造中獲得批量應用,需要對其物相結構、微觀形態等展開深入研究,配合中性粘結劑,真正實現復雜結構的高惰性、高致密、高穩定面層型殼的制備,滿足實際生產需求。
(5)開發高適應復合制造成形技術。單一類型的近凈成形技術受限于自身的局限性,無法滿足所有高端裝備制造所需的高性能、低成本鈦合金構件,因此需要結合多種成形技術工藝特點,如精密鑄造+激光增材制造/粉末冶金,實現復雜結構部件的高精度、高效率、高性能成形。