
許愛軍 萬海峰 梁春祖 牛雨曈 陶強 湯澤軍 北京衛星制造廠有限公司 南京航空航天大學機電學院
隨著對深空領域的進一步探索,氫氧發動機以其大推力、高穩定性、無污染等優點受到了越來越多的重視。低溫鈦合金作為氫氧發動機低溫結構的重要材料,直接響著氫氧發動機的綜合性能。以 TA7ELI, TC4ELI,CT20 為重點對象,詳細介紹了低溫鈦合金的發展歷史及研究現狀,對目前各國廣泛應用的低溫鈦合金性能進行了綜合對比,同時介紹了低溫鈦合金在不同溫度下的變形機理及失效形式。此外,對低溫鈦合金的主要成形工藝進行了詳細論述。最后,基于以上介紹,提出低溫鈦合金未來應該朝著更高性能、更低成本以及開發新型成形工藝3個方向發展。
關鍵詞:低溫鈦合金;成形工藝;低溫性能;變形機理
隨著航天事業的進一步發展及對深空領域的不斷探索,航天器結構件對低溫材料的性能要求進一步提高。一方面,航天器結構材料在低溫下必須具備足夠的強度和韌性以及優良的熱學性能;另一方面,考慮到航天器結構件形狀的復雜性,材料必須具有良好的可加工性能。與傳統低溫材料相比,鈦合金低溫下具有更高的屈服強度,為不銹鋼 3 倍以上,同時其密度只有不銹鋼的 1/4~1/2。此外,鈦合金還具有熱傳導率低、膨脹系數小、無磁性等一系列優點,因此非常適合作為新型低溫材料應用于航天領域。
目前,低溫鈦合金已經初步應用于液體火箭發動機領域,主要作為氫氧發動機儲氫罐、氫泵葉輪等結構材料,大幅度提高了液體火箭發動機的推重比、工作壽命及可靠性。低溫鈦合金應用的最大問題在于低溫環境下鈦合金伸長率及斷裂韌性大幅度下降,表現出明顯的低溫脆性,因此,如何降低鈦合金的低溫脆性,提高鈦合金低溫條件下的韌塑性成為低溫鈦合金研究的重中之重。國內外學者為解決這一問題進行了大量研究,發現通過降低 C,H,O 等間隙元素含量、降低鋁元素含量兩種方法可有效提高鈦合金的低溫性能。通過這兩種方法,國內外開發了一系列性能優異的新型低溫鈦合金。
1、國內外低溫鈦合金發展現狀
前蘇聯曾致力于低溫鈦合金的研發及應用。通過降低鋁元素的含量,前蘇聯開發了一系列低鋁低溫鈦合金,其中應用比較廣泛的有 OT4 及 BT5-1。OT4 合金曾被用于航天器軌道對接件、液體火箭管道及燃燒室結構件中;BT5-1 合金曾用于液氫容器的制造。為了進一步提高液體火箭發動機脈沖推動比,俄羅斯某研究所進行了適用于?253 ℃極低溫環境的高強度高塑性低溫鈦合金的研發。前蘇聯及俄羅斯開發的鈦合金種類及性能如圖 1 所示。
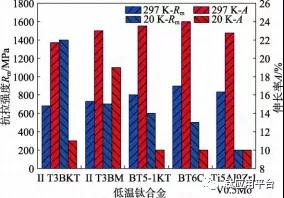
圖 1 前蘇聯及俄羅斯開發的鈦合金及性能
美國對于低溫鈦合金的研究重要集中于 α 型鈦合金 TA7 ELI(Extra low interstitial,超低間隙)、以 及 α+β 型鈦合金 TC4 ELI。通過降低間隙元素含量, 兩種鈦合金極低溫下強度及韌性獲得了顯著提升。TA7 ELI 作為一種近 α 型鈦合金,在 20 K 低溫條件下仍具有良好的韌性、較低的熱導率以及缺口敏感性,目前已經成功用于低溫容器、低溫管道以及液體火箭發動機葉輪等結構。阿波羅計劃中,TC4 ELI作為液氫容器、液氫導管的主要材料被大量應用并取得了較好的效果。除此之外,美國學者還對低溫鈦合 金斷裂機理、氫脆等一系列問題展開了基礎性研究, 獲得了 TA7 ELI,TC4 ELI 等多種低溫鈦合金的力學性能及斷裂機理數據,為低溫鈦合金的進一步發展及應用奠定了基礎。美國研發的低溫鈦合金性能如圖 2 所示。
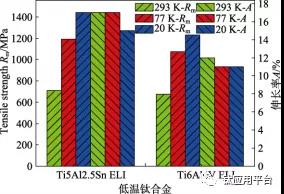
圖 2 美國研發的低溫鈦合金及性能
在低溫鈦合金研發領域,相比于美俄等發達國家,中國起步晚、技術相對落后。近年來,隨著航天事業的發展,我國開始進行低溫鈦合金的研究。“九五”期間,我國先后開展了 Ti-2Al-2.5Zr,Ti-3Al-2.5Zr, CT20 等多種低溫鈦合金的研發工作,我國研發的低溫鈦合金性能如圖 3 所示。CT20 合金是我國第一種擁有全部自主產權的低溫鈦合金,可在 20 K 極低溫條件下使用。該合金在低溫下具有良好的力學性能,20 K 低溫下強度大于 1100 MPa,伸長率大于 10%,同時該合金還具有優良的成形性能,可加工成棒材、板材、管材及絲材。目前為止,CT20 合金已成功應用于某航天器低溫管路。與此同時,張忠、杜宇、范承亮等學者探究了間隙元素對 CT20 合金低溫力學性能的影響,為 CT20 鈦合金性能的進一 步提高提供了參考。
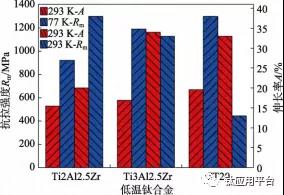
圖 3 國內研發的低溫鈦合金種類及性能
2、主要低溫鈦合金的變形機理研究
2.1 TA7 ELI 低溫鈦合金的變形機理研究
TA7 ELI 是在 TA7 鈦合金的基礎上,通過減少 C, H,O 等間隙元素含量,改善了普通 TA7 合金極低溫條件下韌性及強度不足的缺點。相比于傳統低溫材料不銹鋼及鋁合金而言,TA7 ELI 具有熱導率低、比強度高(在超低溫下約為鋁合金和不銹鋼的 2 倍)等優點,除此之外,TA7 ELI 還具有優良的焊接性能。基于上述優點,TA7 ELI 鈦合金廣泛應用于航空航天領域,作為航天器或導彈低溫高壓容器及氫氧發動機葉輪等結構材料。目前,TA7 ELI 的力學行為研究主要集中在變形機理方面。在低溫環境下 TA7 孿晶變 形更易發生,因此,低溫下 TA7 ELI 的塑性變形是由滑移與孿晶共同作用的結果。Sun 等研究了 293 K 及 77 K 溫度下 Ti-5AI-2.5Sn ELI 應力應變行為,發現在 293 K 溫度條件下,Ti-5AI-2.5Sn ELI 應力應變曲線為連續光滑曲線,而在 77 K 溫度條件下 為鋸齒狀波動,如圖 4a 所示,同時在 77 K 下微觀結構中還觀察到大量孿晶。Skoczen 和 Aldo Ghis 等認為鋸齒狀波動與滑移剪切應力有關。一方面,隨著溫度的降低,HCP 晶格臨界剪切應力升高很快,阻礙了晶界滑移,增加了變形所需的應力。另一方面,在變形過程中孿晶與滑移的發生將產生形變熱,由于鈦合金比熱容很低,局部溫升明顯,降低了滑移剪切應 力。熱軟化效應與加工硬化效應交替作用形成鋸齒狀波動曲線。Moskalenko 和 Conrad 等認為,應力的上升是由于滑移受阻引起應力集中導致,應力的下 降是由于變形過程中產生的絕熱增溫引起位錯坍塌導致,而位錯坍塌形核過程中必然伴隨孿晶,所以鋸齒波是滑移與孿晶共同作用導致的。張忠等研究了 20 K 極低溫條件下 TA7 ELI 的單向拉伸力學行為,發現其拉伸塑性應變區有明顯的鋸齒狀波動,同時發現試樣在不同位置出現多處頸縮。對于這種現象,張忠等認為極低溫條件下,頸縮區的應力集中可能誘發金屬微結構的變化,產生局部強化的效果。Sun 等在 77 K 條件下拉伸試樣中觀察到大量孿晶,如圖 5 所示,確定孿晶在低溫變形中起著重要作用。此外,Sun 等還確定 77 K 條件下存在{10-11},{10-11}, {11-22}這 3 個方向的孿晶。鄭桂鈞等對不同組織形態的 TA7 ELI 進行了研究,發現不同顯微組織在不同溫度下力學性能表現不同。在室溫下等軸組織的塑 性最好,而在 20 K 溫度下塑性卻最差。
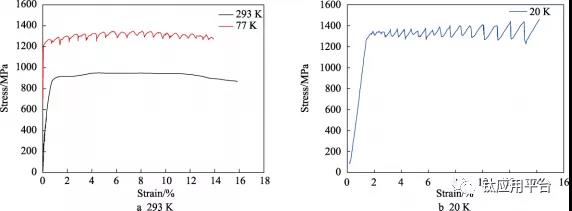
圖4 Ti-5Al-2.5Sn ELI 在不同溫度下的單向拉伸曲線
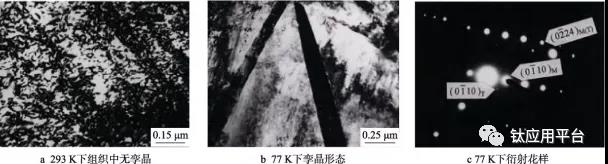
圖 5 Ti-5Al-2.5Sn ELI 不同溫度下單向加載微觀組織
針狀組織和網籃組織在室溫與 20 K 低溫環境下塑性都居中,而室溫下塑性最差的片狀組織在 20 K 低溫下塑性卻最好。同時在液氮溫度(77 K)下,與室溫和液氫溫度相比,片狀組織與等軸組織性能差異縮小,說明隨著溫度降低,Ti-5AI-2.5Sn 變形方式逐漸由滑移過渡為孿晶。Aldo Ghisi 等探究了溫度對 TA7 ELI 變形機制的影響,發現無論是在室溫環境還是低溫環境, Ti-5Al-2.5Sn 斷裂形式均為韌性斷裂,并未發生低溫下的韌脆轉變。Reytier 等對比了光滑 TA7 ELI 試 樣與缺口 TA7 ELI 試樣在液氦溫度下的斷裂機理,其 結果如圖 6 所示,與光滑試樣相比,缺口試樣斷口有大量長條狀韌窩,而光滑試樣斷口以等軸狀韌窩為主。Reytier 等認為這些韌窩的變化與孿晶變形有關。與 Reytier 等不同,Stone 等在研究 TA7 合金在液氮溫度下斷裂機理過程中發現試樣韌窩以長條狀為 主,對于這種現象,陳廉等認為,TA7 鈦合金晶格滑移系與滑移方向不同,從而表現變形的各向異性, 導致韌窩沿某一特定的方向生長。
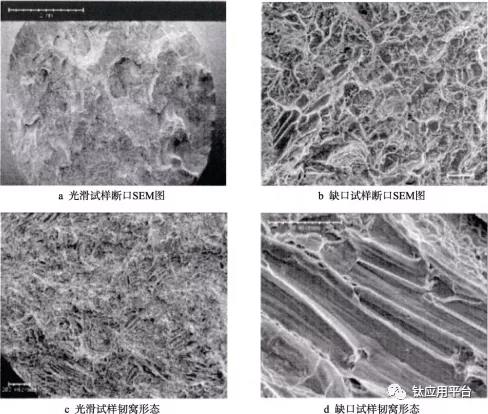
圖 6 Ti-5Al-2.5Sn ELI 液氦溫度斷口形貌
2.2 TC4 ELI 低溫鈦合金變形機理的研究
TC4作為典型的α+β型鈦合金,其組織由密排六方結構的α相及體心立方結構的β相組成,因此TC4 合金變形機理受α相及β相的綜合影響。考慮到α相與β相結構的不同,滑移會從α相晶粒開始,受到β相的影響,逐漸向周圍的β轉變組織擴展。與α型鈦合金相同,Ti-6Al-4V在低溫下孿晶也是重要的變形機制。Upadrasta等研究了20 K溫度下Ti-6Al-4V 的變形,發現其具有與Ti-5A1-2.5Sn相似的鋸齒狀波動,Upadrasta等將其歸因于局部發熱軟化與加工硬化交替作用。Ambard等研究了20 K溫度下α相形態對 Ti-6Al-4V變形模式的影響,發現當α相為球狀時,主要滑移系統是棱柱體系統,而當α相為板條狀時,主要滑移系統為基底滑移,α相形態決定低溫變形模式。同時,Ambard等在變形過程中并未觀察到孿晶,因此認為Ti-6Al-4V合金20 K下的主要變形機制為滑移。與Ambard等不同,Iorio等研究Ti-6Al-4V在20 K 條件下的變形時,發現了{10-12},{5-61-3}
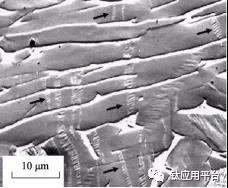
圖 7 20 K 溫度 20%下應變量下 Ti-6Al-4V 內部孿晶
2.3 CT20 低溫鈦合金變形機理的研究
CT20 是我國第一種具有全部知識產權的低溫鈦合金,由西北有色金屬研究院設計,是一種新型 Ti-Al-Zr-Mo 系低溫鈦合金。相比傳統低溫材料,CT20 在低溫下具有比強度高、導熱率低、熱膨脹系數小、 介質相容性好、抗氫脆等一系列優點,目前已經成功應用于航天低溫管路。杜宇等探究了 20 K 溫度下 CT20 的應變行為,發現孿晶是其低溫下變形的主要機制。范承亮等探究了合金元素對 CT20 低溫力學 性能的影響規律,在 20 K 條件下低氧當量及低間隙元素的試樣中觀察到{10-11},{10-11},{11-12}這 3 個方向的孿晶,同時發現顯微組織顯著影響低溫變形機理,滑移在等軸組織變形過程中起主要作用,而雙態組織變形過程中除了滑移,還伴隨著少量的孿晶變形。在片狀組織中,孿晶變形逐漸增多,開始占據主導作用,這與張智等觀察到的結果相一致。張智等還探究了 20 K 條件下不同顯微組織 CT20 的斷裂失效形式,如圖 8 所示,可以看到,在斷裂過程中,4 種組織都發生了頸縮現象,同時 4 種組織斷口均可觀察到明顯韌窩,說明斷裂形式均為韌性斷裂。同時, 不同的組織斷口韌窩形態不同,片狀組織韌窩尺寸相比等軸組織明顯較大,說明片狀組織試樣斷裂過程中韌窩生長充分,進一步證明片狀組織更適合低溫環境下變形。
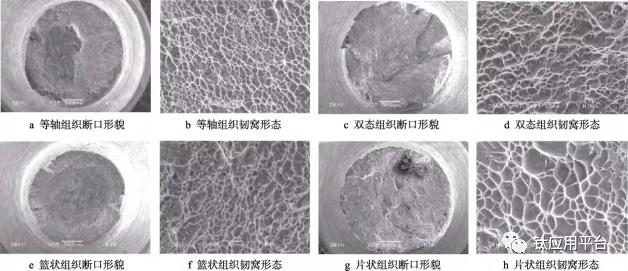
圖8 不同組織的 CT20 鈦合金在 20 K 的拉伸斷口形貌
3 、低溫鈦合金成型工藝研究現狀
3.1 鍛造工藝
鍛造作為傳統鈦合金成形方法,其工藝簡單,應用廣泛,能夠通過變形控制材料組織與性能。周立鵬等探究了不同鍛造工藝(如表1所示)對TA7 ELI 室溫性能及超低溫性能的影響,發現室溫下塑性最好的工藝低溫下表現較差,而室溫下表現最差的工藝低溫下卻表現最好,說明不同工藝鍛造的TA7 ELI鈦合金鍛件室溫力學性能和超低溫力學性能各具優缺點, 如圖9所示,在實際應用過程中,應該根據產品的生產及服役環境選擇合適的鍛造工藝。王云等研究了 不同鍛造組織的TA7 ELI鈦合金力學性能,結果表明, 使用始鍛溫度在950~980 ℃的試驗工藝可得到等軸組織的材料,力學性能滿足標準要求,但材料的不同位置組織存在差異。始鍛溫度在1030~1040 ℃的試驗工藝沒有能夠得到理想的網籃組織的材料,且伸長率不合格。對此王云等認為,組織的不均勻性是由于鍛造過程中的變形不均勻造成的,TA7 ELI顯微組織形態其與鍛造過程中的溫度、變形量有很大關系。孫洪蘭等探究了模具與毛坯溫差對TA7鍛造工藝的影響,發現隨著毛坯溫度與模具預熱溫度溫差的降低,TA7塑性顯著提高。郭凱等探究了鍛造變形量 對TA7棒材組織及性能的影響。結果表明,大變形量不適宜TA7鈦合金鍛造,原因在于大變形量導致TA7 棒材宏觀組織出現微觀孔洞(如圖10所示),降低了 TA7的力學性能。
表 1 TA7 ELI 鍛造工序
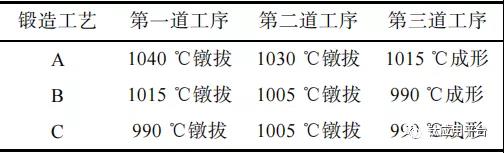
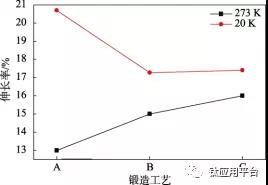
圖 9 不同鍛造工藝下 TA7 ELI 性能對比
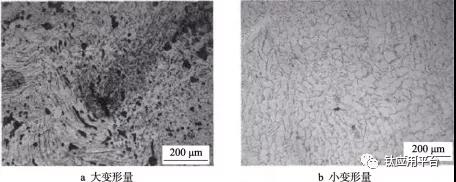
圖 10 TA7 不同變形量下鍛造微觀組織
3.2 鑄造工藝
對于液氫渦輪泵等復雜低溫結構件,鍛造工藝并不能滿足成形要求。相比于鍛造,鑄造成形可以獲得更加復雜的形狀,同時能夠有效降低成本。劉時兵等對TA7 ELI鈦合金的鑄造組織和力學性能進行了研究。結果表明,TA7 ELI鑄態組織由α相組成,并呈片狀分布,經熱等靜壓處理后顯微組織未有明顯變化, 缺陷彌合部位有再結晶現象,如圖11所示,熱等靜壓處理在提高塑性的同時,并未影響材料的強度及彈性模量。劉時兵等認為,熱等靜壓工藝處理之后,能有效消除鑄造工藝過程中產生的微孔洞、微裂紋等缺 陷,從而減少變形過程中的斷裂缺口,減小應力集中;另一方面,熱等靜壓處理后材料的晶粒被充分壓合, 裂紋不易擴展,從而提高了材料的斷裂韌性。圖12 顯示了鑄態試樣與鑄造后經熱等靜壓工藝處理試樣室溫拉伸的顯微組織及斷口形貌。可以看出,鑄造試樣的組織為粗大的魏氏組織,內部有大量微觀缺陷;經熱等靜壓處理后試樣的微觀組織發生了很大變化,缺陷明顯減少,組織更為均勻。從斷口形貌可以看出, 相比鑄態組織,熱等靜壓處理后的試樣韌窩較多,韌窩尺寸大而深,同時發現在大韌窩中包含著大量小韌窩,說明經熱等靜壓處理后的試樣,斷裂過程中韌窩充分生長,材料塑性的到極大改善。史昆等研究了真空退火對鑄造 TA7 ELI 合金組織和性能的影響。結果表明,真空脫氫退火后,焊接試樣的顯微組織略顯等軸化,熔合線處的顯微組織趨于均勻,強度略有下降,但伸長率有所增加。黃金昌等比較了 TA7 ELI 和 TC4 ELI 在鑄造和鍛造狀態下的力學性能,結果如表 2 所示。經熱等靜壓處理的鑄態 TA7 ELI 具有與鍛造產品相同的優良低溫塑性和斷裂韌性。前者的強度和斷裂韌性比后者低 10%左右,而在 4 K 時強度比鍛造低 25%。
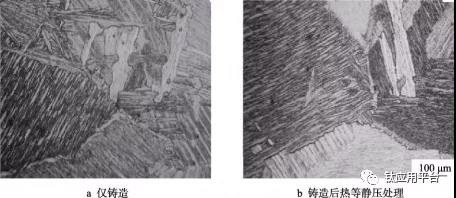
圖 11 鑄造 TA7 ELI 顯微組織
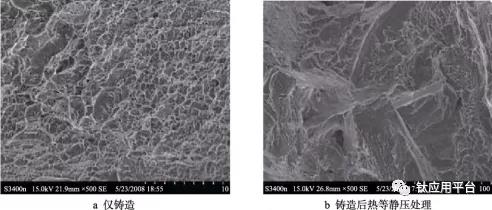
圖 12 TA7 ELI 單向拉伸斷口形貌

表 2 TA7 和 TC4 不同成形工藝的力學性能比較
3.3 粉末熱等靜壓成形
鑄造工藝成本低,生產效率高,但材料利用率低,產品性能差,需要進一步處理才能使用。為提高產品質量同時保證生產效率,粉末熱等靜壓成形(Hot isostatic pressing,HIP)工藝受到越來越多的關注。粉末熱等靜壓成形是將粉末直接置于模具中給予各向同等壓力,同時施加高溫燒結,以獲得模具形狀相同的零件,其裝置原理如圖 13 所示。相比于傳統鑄造工藝,粉末熱等靜壓成形組織均勻,致密度高,無微觀缺陷,性能可全面達到或超過鍛件的水平;同時生產效率高,后續加工少,能生產各種復雜形狀的零 件,除此之外,熱等靜壓成形材料利用率高,約為鑄造成形的 2 倍。基于以上優點,熱等靜壓技術受到各國的廣泛關注。美國自 20 世紀 70 年代就開展了粉末熱壓工藝的研究,目前已經能利用熱等靜壓技術快速、大規模生產火箭發動機、飛機以及各種復雜系統結構部件。圖 14 為美國 Synertech PM 公司設計和制造的鈦合金火箭發動機葉輪過程簡圖。俄羅斯化工機械研究院研究了不同牌號鈦合金粉末的發動機冠頂葉片及離心葉輪的熱等靜壓工藝,獲得了相對較好的成形質量及結果。此外,他們還探究了包套全自動 計算機輔助近凈成形設計、內孔型芯材料與合金粉末的擴散、熱等靜壓工藝與成形性能關系等一系列問題,為后續熱等靜壓的進一步推廣奠定基礎。
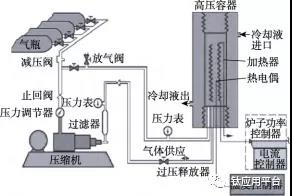
圖 13 典型熱等靜壓系統示意圖

圖 14 Synertech PM 公司設計和制造鈦合金火箭 發動機葉輪過程
近些年來,國內熱等靜壓技術研究也取得了一定的進展。中國科學院金屬研究所通過提高粉末純度及優化粉末顆粒尺寸,解決了 TA7 ELI 葉輪粉末熱等靜壓成形過程中成形件性能不一致、可靠性低的技術難題,獲得了力學性能優異的 TA7 ELI 氫泵葉輪(見圖 15)。李圣剛等采用熱等靜壓成形工藝,開展粉末冶金 TA7 ELI 鈦合金構件凈成形技術研究,實現了大尺寸、薄壁、半封閉式火箭發動機低溫轉子高性能、高可靠性的整體凈成形,他們發現通過等離子旋轉電極方法制備的低溫鈦合金球形粉末,具有非常高的球形度和振實密度,同時可以根據實際需求將粒徑控制在一定范圍內;粉末熱等靜壓成形零件性能達到鍛造件性能水平,微觀組織為等軸狀組織。目前, 李圣剛等通過粉末熱等靜壓成形的低溫鈦合金氫泵葉輪已通過了某發動機型號的低溫全程試車考核。在探索工藝的同時,國內外學者也對粉末熱等靜壓成形機理展開了研究。徐磊等研究了粉末在熱等靜壓過 程中的致密化行為,發現采用熱等靜壓技術制備形狀復雜的鈦合金構件,其晶粒細小、組織均勻、無明顯 缺陷,后續生產過程中無需或僅需少量進一步加工。李一平等研究了熱等靜壓成形過程中 TA7 ELI 合 金的室溫彌散系數和低溫力學性能,如圖 16 所示, TA7 ELI 合金的低溫伸長率和低溫收縮率的彌散系數較高,李一平認為,其主要原因在于低溫塑性對間隙 元素含量比較敏感,而室溫強度和低溫強度的彌散系數較小,同時室溫沖擊能和斷裂韌性的彌散系數較高。這是因為沖擊能和斷裂韌性屬于準動態性質,對成分、晶粒尺寸、微氣孔率等因素更為敏感。彈性模量的離散系數很低,只有 0.4%,這是因為彈性模量主要與晶體結構有關,對結構和成分不敏感,所以非常穩定。盡管以粉末熱等靜壓成形為代表的粉末近凈成形技術擁有傳統成形無法比擬的優勢,但考慮到航空航天領域高可靠性的特殊需求,粉末冶金零件目前并未獲得大規模使用,然而,航空航天領域對于粉末冶 金零件的潛在需求是毋庸置疑的。隨著金屬粉末制備技術及設備的發展,兩年前粉末成形技術的成本降低 了 65%;同時,隨著粉末熱等靜壓技術的進一步發展,粉末熱等靜壓件的質量也越來越穩定,在未來,粉末冶金部件必將在航天領域占據越來越多的份額。
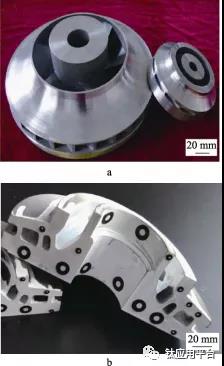
圖 15 中國科學院金屬研究所研制的 TA7 ELI 氫泵葉輪
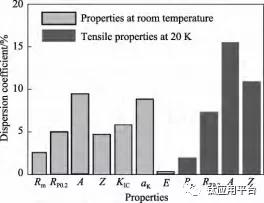
圖 16 TA7 粉末熱等靜壓成形件力學性能離散系數
3.4 真空擴散焊接工藝
真空擴散焊技術是將焊接件緊密結合,在一定的溫度和壓力下保持一段時間,使接觸面之間的原子擴散形成連接的方法。與其他焊接工藝相比,真空擴散焊接工藝能最大限度地保持材料的原始性能,保證焊接接頭具有高強度和高塑性。擴散焊技術廣泛應用于低溫鈦合金鍛件、鑄件和熱等靜壓零件的連接,以獲得高強度、高轉動性能。王江波等通過熱壓和熱等 靜壓擴散焊工藝的結合,通過內置支撐模的設計和使用,控制焊接變形,提高焊接質量的均勻性,最終可獲得焊接強度大于 710 MPa、焊接變形小于 1%的合格葉輪。王江波等還探討了焊接參數對 TA7 ELI 擴散焊葉輪的影響。結果表明,隨著焊接壓力的增加,材料強度逐漸提高,但是,當溫度達到 1000 ℃時, 材料的強度和塑性達到最佳,然后材料的性能隨著溫度的升高而逐漸下降,如圖 17 所示。
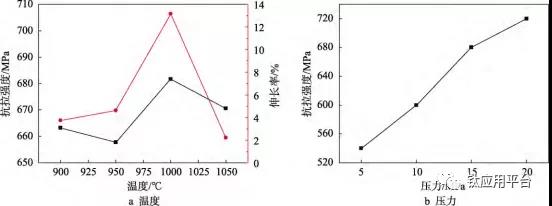
圖 17 焊接溫度及焊接壓力對 TA7 ELI 焊接質量的影響
4、結論
目前,國內外通用的低溫鈦合金主要為近 α 型 鈦合金及含有少量 β 相的兩相鈦合金。由于其不含或僅含有少量 β 相,其工藝塑性差,致使渦輪等復雜零件難以成形。由于 α 鈦合金不能通過熱處理強化,只能用于受力較低的部件,例如液氫管道、氫泵等,對于葉輪等高速轉動部件不能很好滿足要求。同時隨著深空領域探索的進一步開展,未來氫氧發動機推力將進一步提高,這就要求其低溫部件具有更高的強度,因此對于更高性能的低溫鈦合金開發迫在眉睫。相比 α 鈦合金,β 鈦合金強度更高,且成形性能好,更適合復雜形狀零件,因此,低溫鈦合金發展趨勢如下。
1)開發具有更高低溫強度和塑性的鈦合金,以滿足更大推力氫氧發動機要求。同時,提高 β 相鈦合金低溫變形機理的研究,弄清楚 β 相鈦合金韌脆轉變的臨界條件。
2)開發低成本民用低溫鈦合金。由于低溫鈦合金對間隙元素要求苛刻,導致成本高昂,目前民用較少,因此未來有必要進行低成本低溫鈦合金的研發。
3)開發新的成形技術及加工方法以滿足航空航天零件要求。粉末冶金技術作為一種凈近成形技術, 相比傳統鑄造、鍛造及熱成形具有顯著優勢,除了此之外,其他粉末冶金技術,例如 SPS 燒結,粉末注射成形等都應收到重視和發展。


