
楊歡 楊曉康 杜晨 原張曉 魏芬絨 羅斌 王海 西安賽特思邁鈦業有限公司
隨著工業上對高品質鈦合金材料的不斷需求,鈦合金熔煉技術的研究日益引起重視。本文介紹了生產上廣泛應用的真空自耗電弧熔煉及電子束冷床爐熔煉技術,預測了它們的發展方向,為合理化熔煉工藝的制定提供了依據。
關鍵詞 :鈦及鈦合金 ;真空自耗熔煉 ;電子束冷床爐熔煉
鈦合金由于高的比強度,良好的耐熱性與耐蝕性,而在航空航天、兵器、汽車工業等領域得到廣泛應用,近年來,世界各國都在積極研究開發各種高效低耗能的鈦合金制備工藝,作為鈦合金型材加工的起始環節,熔煉工藝的合理與否對材料的綜合力學性能起重要作用,其研究意義是重大的。
鈦及鈦合金是一種高化學活性金屬,它極易與空氣中的氧與氮等元素結合生成化合物而使材料變脆,因此,對于鈦合金的熔煉一般是在真空或惰性氣氛中進行。目前,鈦及鈦合金熔煉工藝工藝主要分為兩類 :真空自耗和真空非自耗熔煉。其中,真空自耗熔煉主要由真空自耗電弧熔煉 (VAR)、電渣熔煉和真空凝殼爐熔煉構成,而真空非自耗熔煉主要包括真空非自耗電弧熔煉,冷坩堝感應熔煉和冷床爐熔煉。
隨著凝固理論的日益完善和計算機技術的發展,鈦及鈦合金的熔煉技術不斷發展。本文主要介紹真空自耗電弧熔煉和電子束冷床熔煉這兩種生產上應用極為廣泛的熔煉技術, 并對他們的發展做以展望。
1 真空自耗電弧熔煉技術及發展
1.1 真空自耗電弧熔煉的原理與特點
真空自耗電弧熔煉的簡易裝置如下圖 1 所示。熔煉過程中,自耗電極和水冷坩堝分別連接電源的負極和正極,在一定的電壓下,位于自耗電極和水冷坩堝之間的稀薄氣體被激發產生釋放出熱電子且在兩極之間電弧,緊接著,自耗電極被高能量的熱電子不斷熔化成滴,最后,熔化的金屬溶滴掉落到激冷坩堝表面被凝固。同時,比重較輕的雜質和氣體隨著凝固的進行不斷上浮或沉積于鑄錠表面,從而使金屬得到精煉。
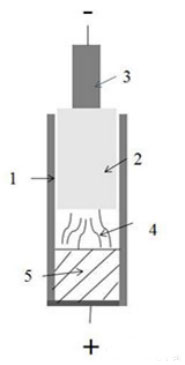
圖 1 真空自耗電弧熔煉裝置示意圖
1- 水冷坩堝壁,2- 自耗電極,3- 輔助電極 4- 熔池,5- 鑄錠
在真空電弧熔煉過程中,自耗電極首先被局部熔化,整個鑄錠可以認為是由若干個圓形橫截面依次凝結構成。此外,根據熔煉過程中電弧的分布特征,可以認為此時將同時 存在軸向與徑向溫度場。
真空自耗熔煉過程溫度場分布規律等特征,使其凝固與結晶組織主要表現出以下特點 :
第一,熔煉速度快。由于真空自耗熔煉過程中,熔池體積較小,這就導致凝固過程大的溫度梯度的形成,大的溫度梯度使金屬熔液被迅速冷卻而凝固。
第二,鑄錠組織偏析傾向小。已經提到,真空熔煉速度較快,而在大的熔煉速率下,宏觀偏析使較難產生的 ;另外, 現階段多對鈦及鈦合金鑄錠進行二次以上熔煉,此時,多次區域熔煉同樣減小了枝晶內部與枝晶主干間的微觀偏析。
第三,有利于易揮發性雜質的分離。在真空熔煉條件下,高蒸汽壓金屬雜質及氣體很容易排除,這樣,金屬得到凈化,綜合性能得到提高。
第四,軸向與徑向溫度場分布使其凝固規程中,等軸晶形成傾向明顯,大量等軸晶的形成又在一定程度上抑制了宏觀偏析的產生。
1.2 真空自耗熔煉技術的發展
經過 50 多年的發展,VAR 技術日臻成熟,其代表性的進展主要體現在以下幾個方面 :
1.2.1 大規格鑄錠的批量化生產
由于電弧熔煉是一種批次生產工藝,若能增大鑄錠尺寸,將會極大提高生產效率,產生一定經濟效益。再者,隨著近年來航空工業對于大型鍛件需求的不斷增強,高品質大鑄錠的生產迫在眉睫。
當鑄錠尺寸增大時,中心等軸晶區域將增大,此時宏觀偏析與微觀偏析都易產生。
可喜的是,諸多研究表明,通過改變鈦及鈦合金熔煉過程中中間合金的加入方式,合理控制熔煉電流以及適當調整單茨熔煉過程各階段的熔煉電流大小,鑄錠的偏析傾向都會較小,其綜合性能也將提高。而在工業發達國家,大型尺寸鑄錠的生產工藝已較為完善,目前可熔煉直徑為 Φ1524mm, 質量達30t 的大尺寸鑄錠,其 VAR 爐的噸位多在 8t~15t 之 間 ;相比之下,我國目前采用的 VAR 爐尺寸較小,20 世紀 90 年代增設了 6t VAR 爐,2002 年后,寶鈦集團先后引進 4 臺 10t 爐,西部鈦業引進 2 臺 8t 爐,西部超導也先后引進 4 臺 8t 爐,鈦及鈦合金鑄錠生產基本實現了大型化。
1.2.2 熔煉工藝參數的自動控制
真空電弧熔煉過程中,電極間隙是很重要的參數,它直接決定電弧長短與深度,影響熔煉過程中軸向溫度場與濃度場分布和熔池深度,對鑄錠組織宏觀偏析有重要影響。因此,合理電極間隙的設定對獲得良好性能鑄錠的作用是顯而易見的。
E.W.Johnonson 等人通過控制每秒內電極端部熔滴與熔池的瞬時短路次數在一定范圍內,而達到電極間隙的較為精確的控制。后來,Kalman 過濾算法的使用加速了電極間 隙等參數自動控制過程的實現。熔煉速度直接決定鑄錠組織與成分分布。Williamson等人綜合考慮了電極熱邊界層、電極間隙、 電極行程位置和電極重量等參數,開發了動態熔速控制模型,實現了熔煉速率的自動控制。Carpenter Technology Corporation 的 VAR 熔煉實驗表明 ,該模型可以在熔煉起始階段,補縮階段和電極尺寸發生變化時精確地控制熔煉速率。
1.2.3 供電方式的改變
早期,真空自耗熔煉采用非同軸供電,這樣一來,一旦強大的電流通過電路,將產生很強的“雜亂”磁場,使熔煉過程變得不穩定。現代新型 VAR 爐都采用同軸供電方式,這將抵消外部磁場的影響,這對于改善鑄錠質量較為有利。
1.2.4 計算機模擬技術的發展
較長一段時期內,對于鈦及鈦合金真空熔煉過程的溫度場,僅僅只是感性認識,而對于其溫度場的分布地數值特點, 仍不清楚。
近些年來,隨著計算機模擬技術的發展以及人們對凝固理論的更深入認識,鈦及鈦合金真空自耗熔煉過程中溫度場的數值解已趨于明朗。趙小花等通過有限元模擬法得出熔煉過程溫度場的分布,以此為基礎,分析了熔煉不同階段熔池分布有最初的動態過程轉變為穩態的遞變規律。他們還模擬得到了熔煉速率與冷卻條件對熔池溫度場的影響,并且指出,熔池寬度和深度都與熔煉速率呈正相關,而冷卻條件僅對 VAR 過程熔池達到穩態階段的時間和鑄錠高度略有 影響。對鈦及鈦合金熔煉過程中凝固組織的數值模擬,也取得了一些結果。張穎娟等人的結果表明,真空自耗熔煉鈦及鈦合金的組織仍然由表面細晶區,內部柱狀晶和中心等軸晶構成。
且熔煉參數對三大晶區的位置和分布有影響。NW Timofeev 和寇宏超等人的研究共同表明,自然對流對真空電弧熔煉過程中柱狀 晶 - 等軸晶轉變 (CET Transition) 和晶粒尺寸影響較大,表現為促進 CET 轉變。
真空熔煉過程中溫度場與凝固組織的模擬對于技術人 員準確認識凝固過程以及后期工藝優化有重要作用。
2 電子束冷床爐熔煉技術
2.1 電子束冷床爐熔煉技術原理與特點
前已述及,通常情況下,真空自耗電弧熔煉可有效降低鑄錠偏析,然而,當熔煉易偏析合金元素較多的金屬時,宏觀偏析與微觀偏析仍會產生 ;且該技術必須用較大壓力機制備組分分布較為均勻的自耗電極,這將造成電能的過度損 耗,降低能源利用率。
同時,由于真空熔煉速率較快,鑄錠容易出現縮孔縮松等缺陷。
特別值得注意的是,當海綿鈦中的碳、氮、氧等元素在大冷速下無法排出而滯留在鑄錠內部時,將產生所謂的Ⅰ型 α 偏析,此類偏析增大了材料的脆性,可能導致材料發生無明顯征兆的脆段,其后果極為嚴重。再者,真空自耗熔煉過程中,高密度夾雜很容易滯留于鑄錠內部,使鑄錠性能下降。
據美國聯邦航空局的統計結果,1962 年 ~1990 年間, 美國共育 25 起飛行事故是由和熔煉工藝缺陷引起零件的失效和早期斷裂引起的,其中最嚴重的當屬硬 α 缺陷和高密度夾雜物。
遺憾的是,僅有 1/10000 的 硬 α 缺陷可以被檢測出來。這就要求我們不斷研究改進鈦及鈦合金熔煉工藝,減小甚至消除鑄錠偏析,針對此問題,電子束冷床熔煉技術應運而生。
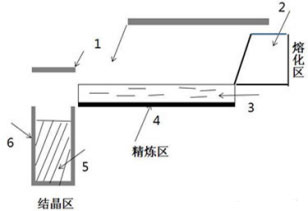
圖 2 電子束冷床熔煉裝置示意圖
1- 高能電子束,2- 進料區,3- 金屬熔液,4- 凝殼 5- 鑄錠,6- 水冷坩堝
圖 2 為電子束冷床熔煉工作示意圖。電子束冷床熔煉由三個區域構成,即熔化區,精煉區和結晶區。在熔化區, 原料從垂直進料口,經高能電子束的轟擊熔化后在重力作用下流入精煉區,由于電子束的持續轟擊,熔體可在精煉區停留一定時間,在此階段內,低密度雜質(LDI)與易揮發氣體(如 H、Cl、Ca 等)上浮至熔池表面而被去除,而高密度雜質 (HDI)則被冷床底部的凝殼捕獲,這樣,熔體中的低密度與高密度雜質分別被分離與沉積,金屬得到凈化,最后,金屬熔體滑落到結晶區在水冷坩堝器的冷卻作用下凝固成圓形或扁形錠。
與真空自耗電弧熔煉相比,電子束冷爐床熔煉主要具有以下優點 :
第一,在進行電子束冷爐床熔煉時,原料未經壓制電極而被直接加入熔煉裝置,這簡化了熔煉工序,降低了成本, 同時提高了生產效率 ;
第二,電子束熔煉過程中,合金液會在精煉得到充分凈化,因此允許原料以合金殘料的形式加入,廢料回收利用率得到提高 ;
第二,精煉區的存在不僅使真空熔煉過程中無法去除的高密度夾雜得以沉降,而且,由于電子束冷床爐熔煉過程中, 真空度較真空電弧爐熔煉過程高至少一個數量級,這樣,低密度氣體也可以充分揮發溶解,使Ⅰ型 α 偏析大大減少,鑄錠質量得到改善 ;
第三,除了圓柱形鑄錠,此工藝還可生產空心錠,減少了管材的后續加工,而采用矩形板坯生產的鑄坯用于板坯生產可提高金屬收得率。
第四,由于在一次熔煉條件下合金熔體可以得到充分凈化,省去了二次熔煉與三次熔煉,此外,原料的連續加入可實現一爐多錠,生產效率較真空自耗熔煉得到明顯提高。
2.2 電子束冷床爐熔煉技術的發展
冷床爐技術在國外發展較快,應用較廣,其中,以美國的冷床爐 熔煉技術最為成熟,1999 年,美國 Allavc 公司裝備了全世界最大的 EB 冷床爐,最大錠重為 22.7t,可生產 860mm×1420mm 扁錠,且該鑄錠可不經后續鍛造而直接軋制成板材,采用單次熔煉工藝生產的 TC4 板材代替多次 VAR 板材產品,在軍用以及民用領域均得到廣泛應用。
成熟的熔煉工藝使電子束冷床爐熔煉技術在美國得到較好推廣應 用,據了解,該技術產能約占美國鈦及鈦合金熔煉總產能的 45% ;而德國 DTG 公司 從 ALD 購買的1臺 EB 爐最多可生產15t 的 鑄 錠,日本友邦公司采用改造過的 1800kw 電子束冷床爐可生產尺 寸為 600mm×1350mm×2750mm 優質扁形純鈦鑄錠。烏克蘭 科學院巴頓焊接研究所研制的輝光放電冷陰極運用于電子束冷床爐時,可使生產效率提高 1 倍多,熔煉可在較低真空度甚至大氣壓下進行,可明顯降低 Al、Sn、Mn 等高蒸汽壓合金元素的燒損,實現復雜鈦合金熔煉過程中組分的精確控制。
此外,巴頓所還掌握了直接添加大塊未破碎的海綿鈦進行熔煉的工藝技術、電子束表面熔修技術和電子束冷床爐熔煉空心錠技術。
我國的電子束冷床熔煉技術起步較晚,2000 年西北有色金屬研究院購買了我國第一臺電子束冷床熔煉爐,總功率 為 500kW,主要用于小型鑄錠的生產 ;寶鈦集團于 2005 年引進 2400kW 電子束冷床爐,可實現圓錠和扁錠的生產,其中,圓錠尺寸可達 Φ736mm,方錠尺寸可為,最大質量達 10t。
青海聚能 2012 年從美國引進的 44800kW 雙工位電子束冷床爐,此為,目前國內功率最大的冷床爐,每年可實現 50000t 鈦及鈦合金鑄錠的生產。
近些年來,對于電子束冷床爐熔煉工藝優化的研究主要集中在兩個方面,一是從原料入手,開發合理的大塊海綿鈦直接成錠技術 ;第二,在電子束冷床爐熔煉過程中,蒸汽壓高的元素如 Al 和 Sn 等容易揮發燒損,因此,減少易揮發元素的損失成為改善工藝的又一目標,以下將對這兩方面的發展做以評述。
2.2.1 海綿鈦剁直接成錠
相比于真空自耗熔煉,電子束冷床爐熔煉對于原料狀態的要求較低。大塊海綿鈦剁直接成錠技術一旦成熟,海綿鈦將不再需要破碎,會縮短工藝流程,節省熔煉時間。
烏克蘭巴頓所在世界上首次研究開發出 0.7t 海綿剁的電子束冷床熔煉工藝,金屬凝固過程中,鈦剁被連續地進給到加熱工作室進行預熱,已除氣和去除表面附著的揮發性雜質,接著在電子束的掃描下,不斷熔化最后在水冷結晶器的冷卻作用下凝結。
研究表明,海綿鈦剁的熔煉速率與塊狀廢料的熔煉速率相接近,而熔化海綿鈦剁比熔煉粒度為 10mm~70mm 的破 碎海綿鈦的損失率低 30%~40%,工藝經濟指標提高 20%。生產的純鈦試驗板坯組織均勻,無氣孔,非金屬夾雜等缺陷。目前,烏克蘭亦掌握了重達 4t 海綿鈦剁的直接成錠,但相關標準還未制定。
2.2.2 易揮發元素的燒損
已知電子束冷床熔煉過程中,真空度極低,這給易揮發金屬元素(如 Al 和 Sn 等)的溢出創造了條件。合金元素的不斷揮發,可能造成鑄錠化學成分的偏差,影響合金的性能。
因此,電子束熔煉過程中高蒸汽壓元素揮發機制的揭示對于實現合金元素精確控制方面有重要意義。
現階段,對鈦合金中最常見 Al 元素的揮發特點及其影響因素成為研究的重點。有研究結果表明,熔煉速率 對 Al 元素揮發有影響,當熔功率一定時,隨著熔化速率由 70Kg/h 提高到 140kg/h,Al 元素揮發速率相應地由22% 降至 12%,毛小南等人的研究結果顯示,當原料加入方式和其他熔煉條件相同的條件下,500Kw 冷床爐采用 100kg/h 的速率進行熔煉,TC4 合金的成分與國標作為接 近。電子束掃描頻率作為熔煉關鍵參數,對 Al 元素的揮發也有影響。
隨著電子束掃描頻率的提高,熔池表面溫差降低,Al 燒損量也在降低,這是因為,當表面溫差較大時,熔池內部溫度分布不均勻,Al 元素由局部過熱區散失,而當熔池溫差較小時,熔池各點溫度分布較為一致,不易出現溫度過高區域,此時,Al 元素的揮發也將不再明顯。因此,適當提高電子束掃描頻率,可以降低熔池表面溫差,避免熔體局部過熱,減少 Al 元素的揮發。
數值模擬方面,雷文光等人對于熔煉速率與 Al 揮發速率關系的研究結果與趨勢較為一致 ;烏克蘭的 Akhonin等建立了 TC4 合金在冷床熔煉過程 Al 元素揮發的動力學模型,結合質量能量平衡方程來研究熔煉速率,電子束功率等鑄錠最終成分的影響,并通過實驗驗證了模擬結果的合理性。
目前,主要通過補償法來避免熔煉過程中合金元素的損失,有結果表明,當 Al 元素加入量接近 7.3% 時,所熔煉 TC4 合金的化學成為最靠近名義成分 6% ;烏克蘭巴頓所以合金成分揮發過程數學模擬結果為指導,優化了熔煉工藝,成功熔煉出直徑為 Φ400mm 且符合 GOST 標準的 VT6 和 VT22 鈦合金鑄錠,此項研究意義重大,它借助理論研究成果,實現了合金揮發過程的精確控制,是此項技術未來發展的方向。
3 展望
綜合以上分析可知,截止目前,鈦及鈦合金熔煉工藝已較為成熟,真空自耗電弧熔煉與冷床爐熔煉技術的配合使用,可有效減小鑄錠偏析,雜質元素也得到較徹底清除,熔速的有效控制使鑄錠內部縮孔縮松缺陷得以改善。隨著工業對于鈦材質量要求的不斷提高,鈦合金熔煉工藝仍需持續改進。
鈦合金真空熔煉的理論研究主要集中在溫度場,流場和濃度場對鑄錠凝固組織與成分的影響,而凝固過程中電流, 電壓等熔煉參數與鑄錠組織與成分的演變關系尚不明確,然而,熔煉參數對于凝固過程影響規律的闡明對于真空自耗熔煉過程的自動化控制的實現起決定作用。
因此,接下來,熔煉參數與凝固組織成分對應關系的闡釋很有必要,以此為基礎,真空熔煉過程的自動控制也將成為研究的著力點。
電子束冷床熔煉技術雖已日趨成熟,但合金元素的損失揮發及氮元素偏析等缺陷仍然無法避免,這主要是由于理論研究方面相對匱乏導致的。而目前大部分研究集中在實驗上。因此,后續理論的完善將對熔煉工藝的優化提供有力支撐。