3、增材制造鈦合金的可加工性
眾所周知,AM的優點之一是能夠快速獲得近凈形狀零件。然而,AMed零件不能在制造過程后直接使用或組裝。這是因為AMed零件的表面光潔度不光滑,特別是AMed表面的表面粗糙度、硬度和殘余應力甚至高于鍛造材料。因此,在大多數情況下,AMed零件的精加工是必要的后處理步驟。然而,眾所周知,鈦合金是難加工材料。因此,了解AMed鈦合金的切削性能對其應用非常重要。
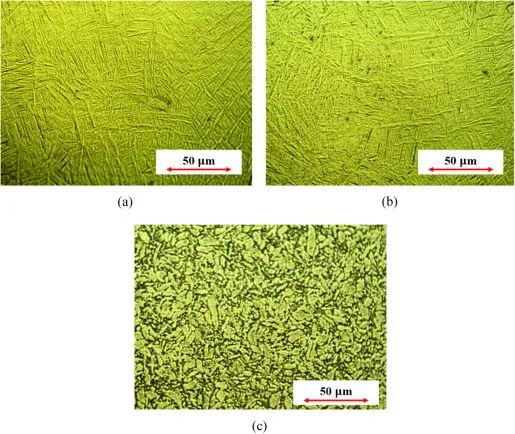
蝕刻的光學顯微鏡(a) AM成型,(b) AM在700°C退火1小時,(C)變形材料。AM材質的構建方向垂直于圖像。
切削力、刀具磨損和表面完整性是反映任何材料(包括鈦)可加工性的主要指標,因為切削力的變化是影響溫度、表面完整性和刀具磨損發展的因素。切削過程中的力是由于加工切屑的形成而產生的,并施加在刀具/切屑接觸界面上。如上所述,與鍛造材料相比,AMed鈦合金的硬度、屈服強度和極限抗拉強度更高。這些增強的機械性能顯著影響刀具-工件相互作用和切屑形成的塑性變形過程,從而影響切削力,最終影響加工表面的完整性。
刀具磨損是評估金屬材料可加工性的另一個主要因素。與鋁合金的切割工藝相比,鈦合金的切割難度更大,因為其具有高強度和低導熱性,導致刀具磨損情況更為嚴重。具體而言,一次變形區中工件的絕熱剪切和二次變形區中的刀具/切屑接觸產生大量熱量,這加速了粘著擴散磨損過程,這是粘著磨損的主要刺激因素,如刀具表面的堆積邊緣(BUE)和堆積層(BUL)。此外,刀具/切屑界面和刀具/工件界面的嚴重磨損導致側面磨損和弧坑磨損,這是影響刀具壽命的主要因素。在分析加工AMed鈦合金時刀具磨損的發展時,應考慮性能(強度和硬度)變化以及微觀結構改變所產生的影響。
3.1、切削力和表面完整性
對AMed鈦合金的切削力和表面完整性進行了一些實驗研究。Polishetty等人通過分析切削力和表面粗糙度(如圖3所示),比較了鍛造和SLMed Ti6Al4V的可加工性。結果發現,加工SLMed Ti6Al4V時,由于屈服強度較高,切削力可大200 N。SLMed零件的機加工表面粗糙度比鍛造零件低約20%,這是由于AMed材料的硬度較高,延展性降低,從而限制了機加工表面峰值的側向塑性流動。在一項研究中,Shunmugavel等還比較了鍛造和SLMed Ti6Al4V之間的可加工性。研究發現,加工AMed Ti6Al4V時的切削力較高,從而提高了切削溫度和刀具/切屑磨損,導致嚴重的粘著磨損。Rotella等人研究了由EBM和DMLS制造的AMed Ti6Al4V的表面完整性。在不同切削速度下車削后,發現AMed零件的粗糙度比鍛造零件的粗糙度高出約10%-20%,這與Polishetty等人的結果不同。在加工表面發現了塑性變形晶粒的影響層,并且層的厚度隨著切削速度的增加而增加。在每個切削速度下,EBMed零件的影響層厚度最大(21μm至24μm),其次是DMLSed零件(18μm至22μm)和鍛造工件(小于17μm)。
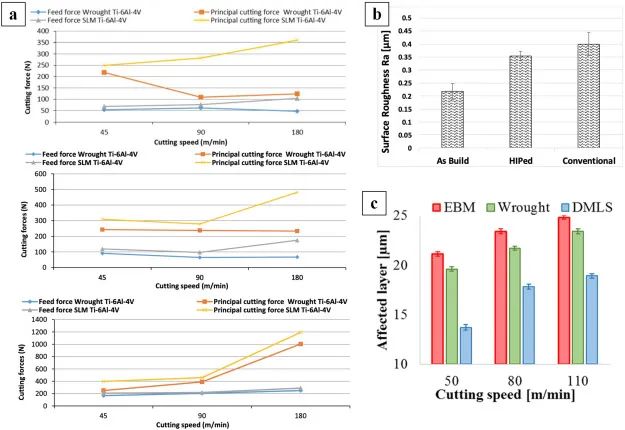
圖3 (a)加工AMed 鈦合金時不同進給速度下的切削力,(b)AMed 鈦合金的表面粗糙度,(c)在不同切削速度下加工AMed 鈦合金后影響層的厚度。
3.2、AMed鈦合金的干式加工
干加工是一種眾所周知的綠色制造方法,多年來一直受到學術界和工業界人士的關注。干式切割不需要油基或乳化劑基金屬加工液,減少甚至消除了環境污染以及與之相關的皮膚病、呼吸障礙等健康問題,符合綠色工業的要求。然而,鈦合金的高強度和高反應性化學特性使其干加工變得困難。如果不使用冷卻液和潤滑,切削力會很高,導致切削溫度高,刀具/切屑和刀具/工件界面磨損更嚴重。因此,鈦合金干切削過程中的刀具磨損率很快,這嚴重限制了加工效率和表面質量。在切削AMed鈦合金時,硬度和極限抗拉強度的提高會進一步提高切削力和溫度,從而使AMed鈦合金的干切削更加困難。
Zhang等人研究了AMed Ti6Al4V在干切削條件下(高達250米/分鐘)使用陶瓷銑刀高速銑削時的可加工性。分析了切削力、溫度、表面粗糙度和切屑形貌等切削響應。發現當切割速度從150 m/min增加到200 m/min時,合成切割力最初減小,然后當切割速度進一步增加到250 m/min時,合成切割力增大。這是因為由于熱軟化,工件材料在較低的切割速度下更容易去除,而在較高的切削速度下,應變硬化占主導地位,導致流動應力和切削力增加。溫度分布表明,切屑周圍的溫度最高,可以看出,隨著切削溫度的升高,切屑的形狀從長(連續)變為短(斷裂)(圖4),因為較高的溫度促進了切屑流的斷裂。在銑削表面上觀察到刀具和工件相對運動產生的固有進給痕跡,并且在使用陶瓷刀具加工DMLSed Ti6Al4V合金時,對產生的光潔度沒有不利影響。
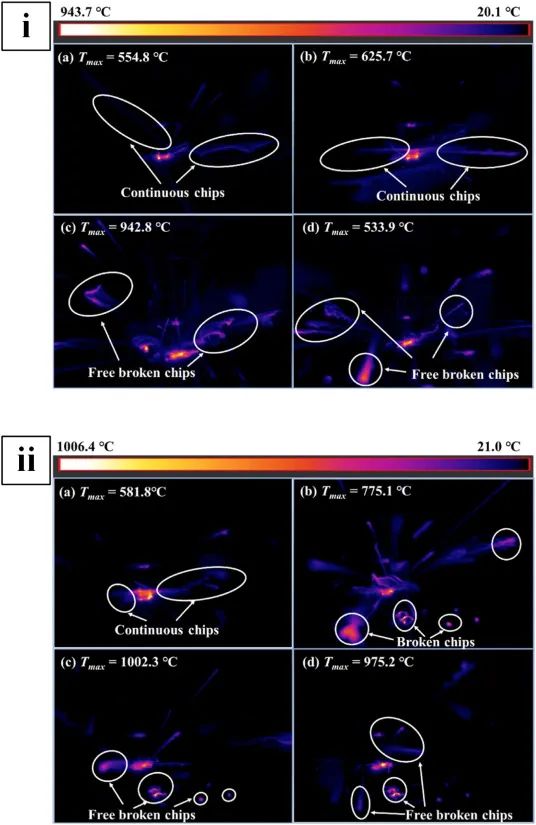
圖4 (i)進給速度為0.05 mm/齒,切削速度為250 m/min,切削長度為(a)10 mm,(b)20 mm,(c)30 mm和(d)40 mm,(ii)進給速度為0.07 mm/齒,切削速度為250 m/min,切削長度為(a)10 mm,(b)20 mm,(c)30 mm和(d)40 mm時的切削溫度場。
研究表明,在鍛造Ti6Al4V干切削過程中,高切削溫度和大剪切應力的結合導致了機加工表面下方微觀結構的變化。同樣,在不同切削速度下加工后,觀察到了次表面變形。如圖5所示,在機加工表面下方形成了三個不同的區域:靠近機加工表面的層A被稱為“白色層”,這是由于刀具側面和機加工表面之間的擠壓而形成的;在白層之下,晶粒在B層中伸長變形,稱為“變質層”;在C區,晶粒的形態與接收到的工件材料相同。此外,隨著主軸轉速的增加,變質層的厚度逐漸增加。這可歸因于由于與刀具邊緣的相互作用而對機加工表面產生的犁拉效應,從而導致二次剪切塑性變形。
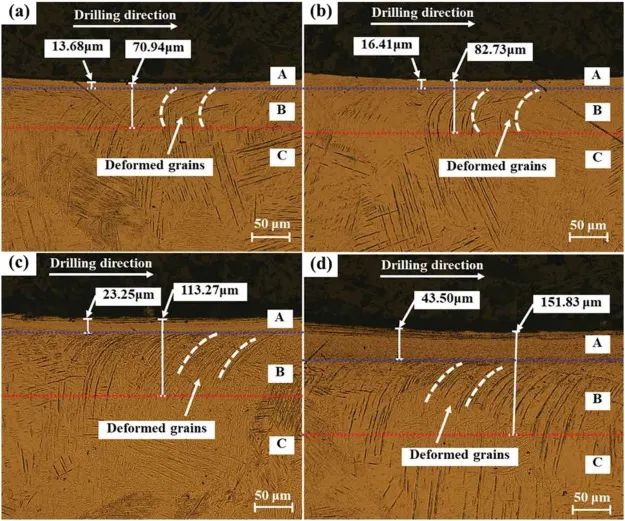
圖5 在f=0.12 mm/rev,主軸轉速(a)9.97 m/min,(b)15.95 m/min,(c)24.97 m/min和(d)29.92 m/min的情況下,刻度層的顯微鏡圖像。
Ming等人對DMLS制造的熱處理Ti6Al4V干鉆中的孔質量和碎屑形成進行了實驗研究。通過分析切屑的剪切角,發現剪切角隨進給速度的增加而線性減小(圖6)。在較大的進給速度下,較高的切削溫度軟化了工件材料,使主剪切帶(主變形區)的移動更加容易。切屑相交處的微觀結構表明,一次剪切帶和二次剪切帶附近的β相被拉長。此外,在切屑背面附近發現針狀馬氏體結構,表明在加工過程中很少有細小的β相分解為馬氏體。加工孔質量方面,表面不光滑,孔出口附近有嚴重劃痕。這種現象是由于在鉆孔過程中,未破碎的切屑堵塞了刀具的切削面造成的。通過檢查孔表面的微觀形態,發現孔表面上形成的碎屑和碎屑的粘附和涂抹發生在孔出口附近(圖7)。
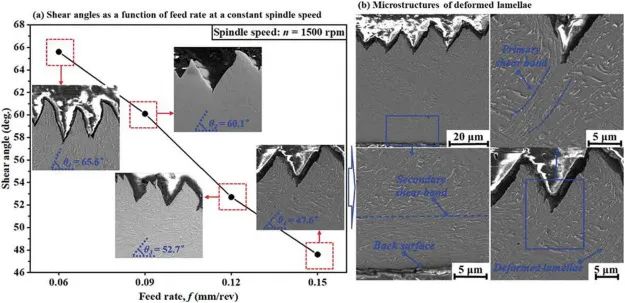
圖6 切屑剪切角隨進給量和剪切帶變化的演變特征:(a)恒定主軸轉速下剪切角隨進給速度的變化;(b)變形片層的微觀結構。
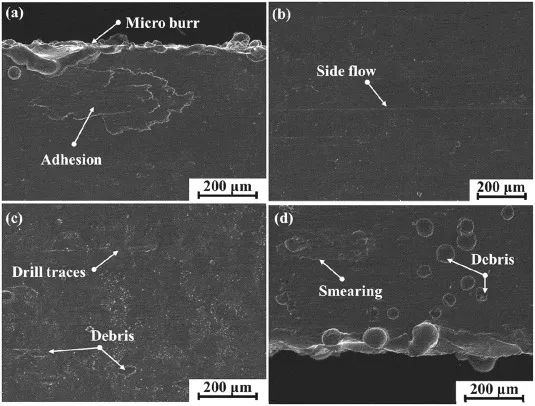
圖7 鉆孔表面特征的掃描電子顯微鏡(SEM)圖像。
在另一項研究中,Dang等人研究了固體Al2O3/Si3N4陶瓷(Sialon)刀具在AMed Ti6Al4V高速銑削過程中的磨損機理。如圖8所示,切削距離為500 mm后,刀具表面變得粗糙,刀具邊緣出現碎屑。當切削距離增加到800 mm時,刀具刃的剝落和對工件的附著力顯著增加。還觀察到沿刀具側面的凹坑。具體而言,工件材料粘附在前刀面和后刀面上,表明在加工AMed Ti6Al4V時,高溫導致Sialon刀具發生粘著磨損。這種現象還表明,由于加工過程中采用的高切削速度,導致加工材料的高應變率和高切削溫度。碎屑是由施加在切削刃上的高頻動態切削力引起的。雖然陶瓷刀具的硬度高于碳化鎢刀具,但陶瓷刀具的脆性使其刃口更容易斷裂和破損,尤其是在干切削過程中。
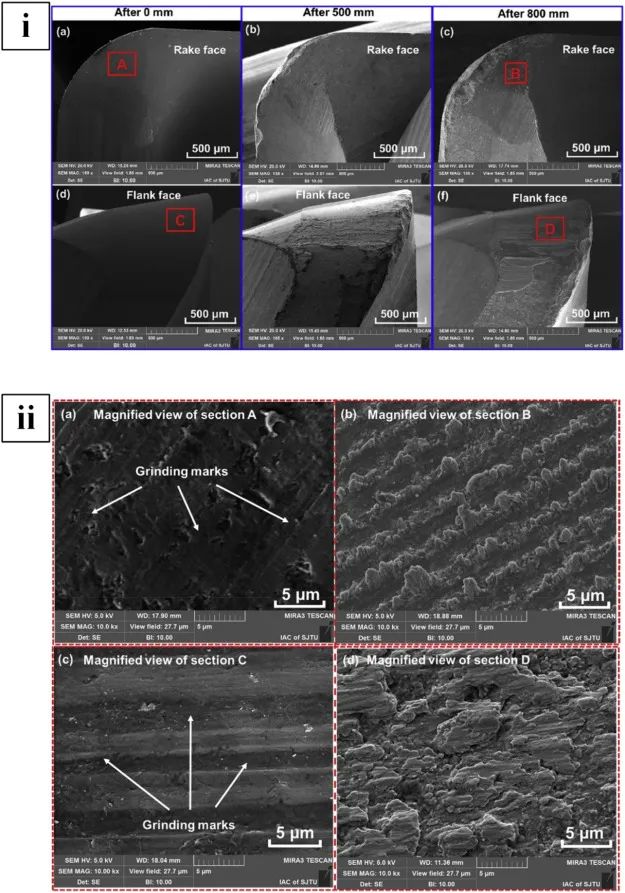
圖8 (i) 0 mm、500 mm和800 mm槽銑削試驗后刀具前刀面和后刀面的SEM顯微照片,(ii)A、B、C和D段的高倍SEM顯微照片。
Shunmugavel等人分析了DMLSed Ti6Al4V干車削過程中切屑形成的機理。圖9顯示了切割速度對切屑形態的影響。具體而言,隨著切割速度的增加,觀察到從非周期性鋸齒切屑過渡到周期性鋸齒切屑,而與工件材料的狀況無關。在所有條件下,剪切角隨著切割速度的增加而增加。較高的切割速度導致較高的切割溫度、較高的法向應力和剪切應力,從而導致嚴重變形。瞬態塑性變形引起的變形能幾乎轉化為剪切變形層的熱能,導致二次剪切帶溫度顯著升高,剪切帶發生變化。此外,還研究了剪切帶上的硬度分布。
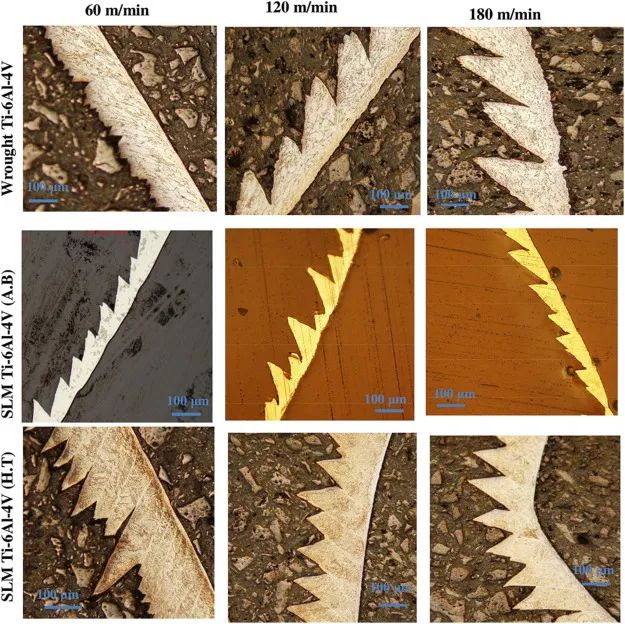
圖9 不同切削速度下不同工件材料的切屑形態(注:A.B為“竣工”,H.T為“熱處理”工件狀態。所有圖像中的比例尺代表100μm。)
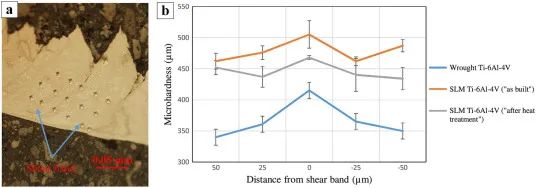
圖10(a) SLMed Ti6Al4V(H.T)切屑樣品中的顯微硬度壓痕,(b)不同條件下工作材料剪切帶的顯微硬度數據,以60 m/min的速度加工。
在絕熱剪切帶上以25μm的等間距進行顯微硬度壓痕(圖10(a))。可以看出,無論機加工材料條件如何,絕熱剪切區的硬度都顯著增加(圖10(b))。鍛造Ti6Al4V在剪切帶中的硬度增幅最大,約為14%,而SLMed Ti6Al4V在“竣工”(A.B)和熱處理(H.T)條件下的硬度增幅分別僅為7%和9%。剪切帶硬度的增加是由于剪切局部化和相變導致這些材料的加工硬化特性。與SLMed Ti6Al4V相比,鍛造Ti6Al4V的剪切帶硬度增加百分比較高,表明這些材料的剪切帶中發生了嚴重的剪切局部化和變形,這是由于剪切變形阻力較低。
3.3、冷卻液和潤滑的影響
加工鈦合金時,通常使用冷卻液,以降低切削溫度,提供潤滑并延長刀具壽命。然而,在鈦合金的高速加工(HSM)中,使用傳統的溢流冷卻并不是那么有效,因為切削液不能有效地滲透到切削區域,因此不能提供預期的潤滑和冷卻功能。最近,為了減少大量金屬加工液的使用,以滿足綠色和清潔生產的要求,采用了替代冷卻和潤滑方法。在不同的冷卻方法中,通過大量研究,對最小量潤滑(MQL)和低溫冷卻(圖11)進行了研究。
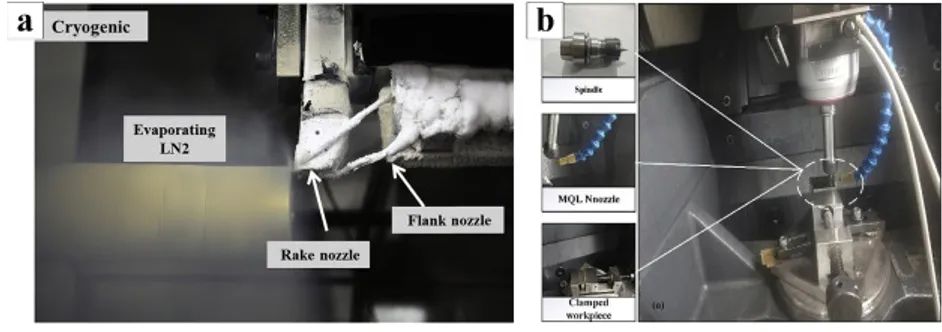
圖11 切割機的實驗裝置,使用:(a)低溫冷卻(b)MQL進行加工。
低溫冷卻利用液態惰性氣體(如氦氣和氮氣)的氣化來降低溫度,這可以提供以下低溫環境?切割區域直接溫度為150°C。低溫冷卻劑的應用可以顯著降低切削溫度,從而限制嚴重刀具磨損的發展。這使得采用極限切削參數成為可能,從而提高了加工效率。MQL是一種環保方法,在切割過程中使用少量冷卻液進行潤滑。在MQL加工中,冷卻和潤滑介質(植物油、礦物油和乳化液)的混合物在壓縮空氣和切削液的微滴流中噴射到切削區域。MQL加工可以增強切削液通過高壓的穿透能力,尤其是對于HSM而言。與典型的浸沒加工和干加工技術相比,可以在切削表面形成相對穩定的潤滑膜,從而改善潤滑條件。使用低溫、高壓冷卻劑和低溫冷卻空氣加工鍛造Ti6Al4V的工作證明,這些冷卻劑和潤滑劑的應用對切削力、表面完整性和刀具磨損有顯著影響。這對于理解加工AMed鈦合金時不同冷卻液和潤滑劑的影響至關重要。
Bordin等人研究了低溫冷卻作為加工EBMedTi6Al4V的可持續策略的可行性。在三種切削條件下,在不同的切削速度和進給速度下進行了車削實驗;干式、濕式和低溫冷卻。采用深冷冷卻后,不同參數下的表面粗糙度略有降低。通過SEM進一步分析加工表面的微觀形貌(圖12)。發現了包括側流、粘附、撕裂和鋸齒狀進給痕跡在內的缺陷,這些缺陷是由刀具在工件材料表面的犁削作用引起的。還研究了芯片形態(圖13)。一般來說,加工過程中應避免長卷曲切屑,以防止纏繞在工件周圍。結果表明,使用低溫冷卻時會產生分段切屑卷曲,而在其他切削條件下會產生長卷曲切屑。低溫冷卻的應用有效地降低了切割溫度,這也限制了切割過程中工件的塑性和延展性。
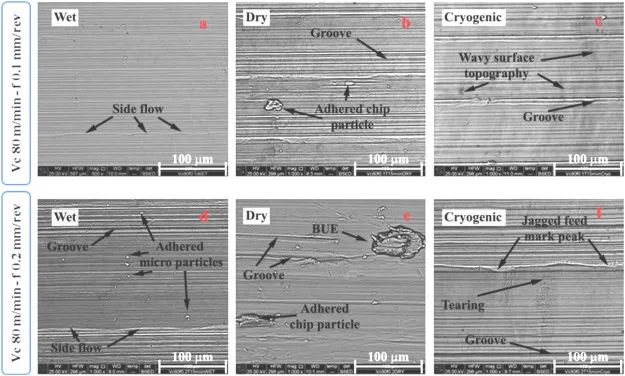
圖12 采用濕、干、低溫冷卻策略車削8分鐘后的主要表面缺陷。

圖13 在低溫、干濕車削條件下,切割8分鐘后,切割速度為80 m/min時的切屑形態;進給速度為(a、b、c)0.1 mm/rev和(d、e、f)0.2 mm/rev。
Bordin等人還分析了鈦AlN涂層刀具在干燥和低溫冷卻條件下車削EBMed Ti6Al4V后的磨損情況。在干燥條件下,發現粘附是刀具表面的主要磨損模式。還觀察到高溫引起的弧坑磨損、堆積邊緣/層和切削刃剝落。由于切削溫度降低,低溫冷卻液的應用顯著減少了刀具磨損。此外,粘合力的降低防止了切削刃和側面的磨損,從而限制了側面磨損和切削刃剝落的發展。此外,低溫冷卻減少了刀具/切屑接觸長度,這是限制前刀面刀具磨損發展的另一個因素。當應用深冷冷卻時,刀具/切屑接觸長度最初減少了20%,并在切割15分鐘后進一步減少到約42.8%。通過檢查次表面的微觀結構,發現在干切削條件下車削時,晶粒向切割方向拉長,然而,在低溫冷卻條件下,未觀察到亞表面微觀結構的實質性變化(圖14),這與其他已發表的低溫加工文獻一致。
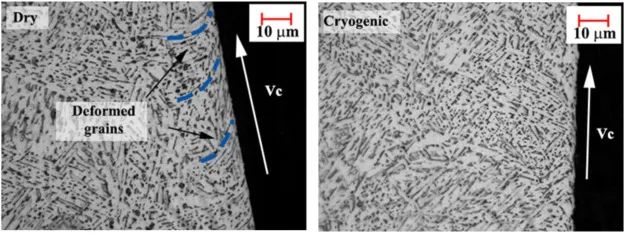
圖14 低溫冷卻對機加工表面以下材料微觀結構的影響(左側-干燥狀態;右側-低溫冷卻狀態)。
Sartori等人進一步研究了不同AMedTi6Al4V材料在干燥和低溫條件下的可加工性。工件分別由鍛造、EBM、DMLS和熱處理DMLS制成。結果發現,DMLSed Ti6Al4V的硬度較高,而其他三種工件的硬度相似。眾所周知,使用WC刀具切削Ti6Al4V時,粘著磨料過程是主要磨損機制,磨損率與切削溫度(熱導率)有關,如圖15所示。然而,在本研究中,低溫冷卻的應用降低了切削溫度,防止了工件材料在刀具表面的粘附。因此,側面磨損和弧坑磨損主要由刀具/切屑和刀具/工件界面引起,這與工件材料的硬度有關。通過對刀具磨損形貌的分析,發現在干切削由DMLS制造的工件時,刀具上的凹坑磨損最嚴重,因為其硬度最高,導熱系數最低。在低溫冷卻劑輔助下加工時,刀具上的弧坑磨損深度減少到干切削后觀察到的深度的58%。切削刀具的側面磨損也有類似的趨勢。加工DMLSed工件時,刀具的側面磨損寬度比其他三種刀具高10%,并且通過應用低溫冷卻(在加工EBMed Ti6Al4V的情況下)觀察到磨損減少高達20%。
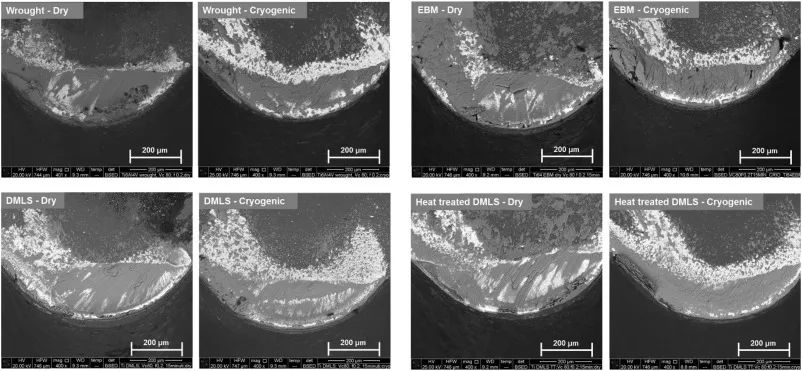
圖15 干切削和低溫冷卻條件下車削15分鐘后磨損刀具前刀面的SEM圖像。
Bruschi等人研究了在生物醫學應用中加工EBMedTi6Al4V時,冷卻策略對刀具磨損的影響。他們發現,由于熱軟化效應的降低,鍛造材料和EBMed工件的顯微硬度和殘余應力隨著深冷冷卻的應用而增加。對滑動試驗后磨損表面的微觀形貌進行了檢查,以分析工件材料在不同冷卻條件下的磨損行為(圖16)。在干燥條件下加工的工件表面上,無論工件特性如何,磨痕都更寬、更破碎。干切削后,由于犁削效應,在加工表面上發現更寬的凹槽。在這些切削條件下,使用液氮作為冷卻介質主要影響磨損行為。在低溫冷卻條件下,粘著是主要的磨損機制,在生物醫學應用中,粘著磨損是首選磨損,而不是磨料磨損,因為植入后磨損碎屑的釋放可能會造成有害的磨損。
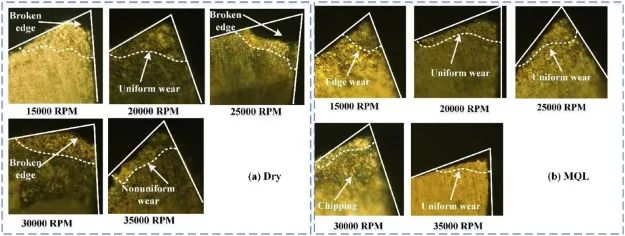
圖16 不同加工條件下加工表面的微觀結構:(a)EBMed Ti6Al4V和(b)鍛造Ti6Al4V。
Bertolini等人研究了利用低溫冷卻改善EBMedTi6Al4V加工表面的完整性和耐腐蝕性。采用低溫冷卻時,HDL厚度最大,其次是流體和干切削。通過使用流體冷卻劑和低溫冷卻,切削溫度降低,從而產生更大的切削力。因此,低溫冷卻的較大切削力會導致加工表面下的HDL變厚。
雖然人們對MQL在金屬加工中的應用進行了廣泛的研究,但很少有研究關注MQL在加工AMed鈦合金時的作用。Khaliq等人研究了干切削和MQL條件下SLMed鈦合金微銑削中刀具的磨損。使用植物基切削油作為潤滑劑,消除了與礦物油相關的污染和健康問題。干切削條件下的粘著磨損仍然很嚴重,這會去除刀具表面,降低刀具表面的硬度,最終導致切削刃失效(圖17)。與干切削后的磨損情況相比,MQL的應用減少了27%的側面磨損。由于犁削效應的彈塑性變形,采用較低的進給速度增加了機加工表面的殘余應力。
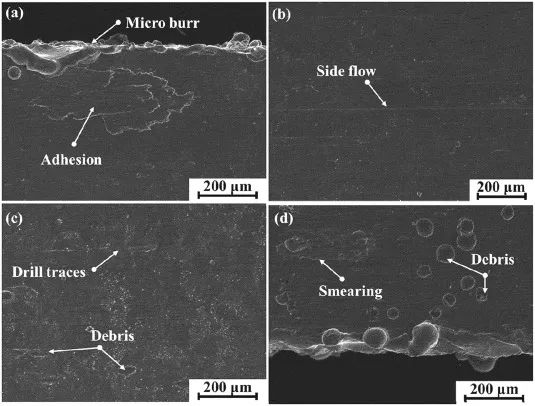
圖17 在(a)干燥條件和(b)MQL冷卻液條件下,隨著進給速度的增加,刀具磨損。