
鈦合金具有密度小、比強(qiáng)度高、耐腐蝕、線膨脹系數(shù)小以及良好的生物相容性等優(yōu)點(diǎn),是一種優(yōu)良的結(jié)構(gòu)和功能金屬材料,可顯著降低裝備重量,提高裝備壽命及性能,廣泛應(yīng)用于石油化工、船舶、航空航天等領(lǐng)域。由于鈦的高化學(xué)活性,它能與多種物質(zhì)發(fā)生化學(xué)反應(yīng),導(dǎo)致鑄造難度較大,目前常用于鈦合金鑄造的生產(chǎn)工藝有熔模精密鑄造和機(jī)加工石墨型鑄造,其中熔模精密鑄造在蠟?zāi)褐啤⑿蜌ぶ苽溥^程中易發(fā)生蠟?zāi);蛐蜌ぷ冃危绊戣T件的制造尺寸精度,并且生產(chǎn)工藝復(fù)雜、工序流程較長;機(jī)加工石墨型鑄造的石墨鑄型大多是一次性的,無法重復(fù)使用,對于批量鑄件產(chǎn)品的石墨模具需連續(xù)制作,石墨鑄型成本高,生產(chǎn)周期也會變長。
隨著鈦合金鑄件產(chǎn)品的應(yīng)用領(lǐng)域日趨廣泛,對鈦合金鑄件的批量生產(chǎn)能力及交貨周期提出了更高的要求,金屬型鑄造的優(yōu)點(diǎn)是鑄型模具可以多次重復(fù)使用,減少模具多次制造時間,有利于批量生產(chǎn)且鑄模成型周期短,因此有必要開展鈦合金鑄件金屬型鑄造工藝的研究[7]。但由于金屬模具存在導(dǎo)熱系數(shù)高、線膨脹系數(shù)低、退讓性差的缺點(diǎn),導(dǎo)致金屬型鑄造工藝生產(chǎn)的鑄件表面易產(chǎn)生流痕、裂紋等缺陷。為了解決這一問題,可以采取在金屬模具上涂刷涂層,既可以調(diào)節(jié)金屬液的冷卻速度,改善鑄件成型表面質(zhì)量,又能保護(hù)金屬模具,減緩高溫金屬液對模具內(nèi)腔型壁的沖蝕和熱擊,提高金屬模具的使用壽命。
本項(xiàng)目選擇氧化釔粉體(Y2O3粉)、硅溶膠來配制涂層用的涂料,以金屬型鑄造工藝生產(chǎn)ZTC4鑄件為試驗(yàn)對象,采取在金屬模具內(nèi)腔表面涂刷涂層,涂刷厚度約0.2 mm,研究涂層對鈦合金鑄件的表面質(zhì)量和內(nèi)部質(zhì)量的影響,最終為鑄件應(yīng)用金屬型鑄造工藝進(jìn)行批量化生產(chǎn)提供技術(shù)支撐。
1、研究材料
現(xiàn)有金屬型鑄造技術(shù)大多采用灰鑄鐵或鑄鋼材料制作模具,但這些金屬模具的抗拉強(qiáng)度和屈服強(qiáng)度都比較低,經(jīng)常出現(xiàn)斷裂現(xiàn)象導(dǎo)致模具報廢,降低了金屬模具重復(fù)利用的效果。而球墨鑄鐵通過球化和孕育處理得到球狀石墨,使其具有更好的強(qiáng)度、延展性和抗沖擊性,再通過減弱振動處理能利于降低材料內(nèi)部應(yīng)力,可以得到更好的重復(fù)利用,故本次試驗(yàn)用金屬型模具材料選用球墨鑄鐵QT500-7,要求內(nèi)部不許存在裂紋、冷隔、夾雜及穿透性缺陷。
試驗(yàn)涂層的配制材料,涂料粉體是Y2O3粉,粉粒的中位徑為15.55μm,粒度分布最高峰為18~21μm,為325目的粉料;涂料粘結(jié)劑是硅溶膠,硅溶膠的SiO2含量為25%~27%,還有輔助材料消泡劑正辛醇等。
2、研究方案及實(shí)施
2.1、鑄件工藝設(shè)計
鑄件材質(zhì)為ZTC4,平板狀,外形尺寸為280 mm×180 mm×37 mm,壁厚15 mm,鑄件工藝設(shè)計整體收縮量為1.0%加外表面再偏置0.3 mm。
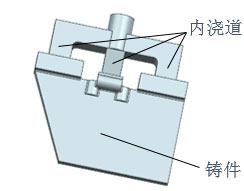
圖1 鈦鑄件的澆注系統(tǒng)設(shè)計圖
鑄件的澆注系統(tǒng)設(shè)計如圖1,采用開放式澆注系統(tǒng),保證鑄件能順利充型,按此澆注系統(tǒng)方案所設(shè)計的金屬型模具如圖2所示。
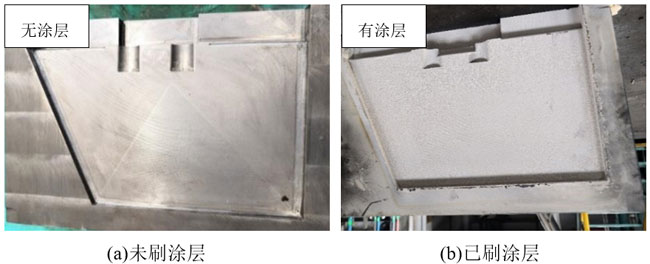
圖2 鈦合金鑄件的金屬型模具
2.2、涂料配制及金屬模具刷涂
⑴涂料配制
以粉體(氧化釔粉)和液體(硅溶膠)按照一定的重量比例混合調(diào)制涂料,加入1~2滴消泡劑,以少量多次為原則。攪拌棒攪動涂料至涂料出現(xiàn)粘稠狀,再倒入稀釋液攪拌均勻并測定粘度值,得到符合工藝要求的粘度值的涂料。
⑵金屬模具表面刷涂
根據(jù)制定好的試驗(yàn)方案,按照涂層刷涂工藝規(guī)程的操作要求,對試驗(yàn)用的金屬模具型腔表面進(jìn)行涂料刷涂作業(yè),刷涂形成的涂層滿足工藝規(guī)定的厚度后,轉(zhuǎn)移至干燥通風(fēng)處晾干。
2.3、金屬模具的預(yù)處理
金屬模具必須經(jīng)過烘烤預(yù)處理,目的是把模具表面殘留的半脫離狀態(tài)車屑氧化去除,以及鈍化模具表面和高溫?fù)]發(fā)去除表面涂層的殘留水分,預(yù)處理前須對預(yù)處理設(shè)備做好清潔和檢查,防止設(shè)備爐膛內(nèi)出現(xiàn)污染物,檢查設(shè)備的電源和溫控系統(tǒng)是否正常;同步做好模具表面的清潔工作,金屬模具的烘烤預(yù)處理工藝為:溫度400℃,保溫3 h,然后隨爐冷卻至工藝規(guī)定的溫度時出爐。
3、試制效果
3.1、金屬模具的表面質(zhì)量
分別對未刷涂層和已刷涂層的兩組金屬模具安排鑄件澆注作業(yè),鑄件冷卻出爐后清理,觀察兩組金屬模具的表面狀態(tài)。未刷涂層的金屬模具表面存在粘接現(xiàn)象,圓角處出現(xiàn)輕微粘接,輕微粘接的原因?yàn)槟>咝颓粓A角偏小,澆注時被高溫鈦液融化,凝固收縮時應(yīng)力釋放,導(dǎo)致型腔圓角處輕微粘接;已刷涂層的金屬模具表面殘留涂層顆粒,模具型腔表面完好無粘接。如圖3,由此可知金屬模具刷上涂層后,可以很好地保護(hù)模具的型腔表面,有效防止高溫鈦金屬液對型腔壁的熱蝕和沖擊,提高金屬模具的使用壽命。

圖3 澆注后的金屬模具的表面質(zhì)量
3.2、鈦合金鑄件的表面質(zhì)量
兩組金屬模具澆注出的鈦合金鑄件的表面質(zhì)量如圖4所示,可以看出未刷涂層模具澆注出的鑄件,表面流痕、冷隔、凹坑明顯較多,分布密集;已刷涂層模具澆注出的鑄件,表面流痕較少、光滑。鈦合金鑄件表面的流痕主要是先進(jìn)入型腔的澆注鈦液形成較薄而又不完整的金屬層時,被后進(jìn)入鈦液覆蓋留下的痕跡;另外金屬模具的導(dǎo)熱系數(shù)較大,鈦液進(jìn)入模具型腔迅速冷卻凝固,導(dǎo)致澆注進(jìn)入型腔的鈦液沒有完全熔合而出現(xiàn)流痕或冷隔。因此,在金屬模具上刷涂涂層,可以降低模具的導(dǎo)熱系數(shù),減緩鈦液在模具型腔的凝固速度,可以減少鑄件表面的流痕、裂紋缺陷。
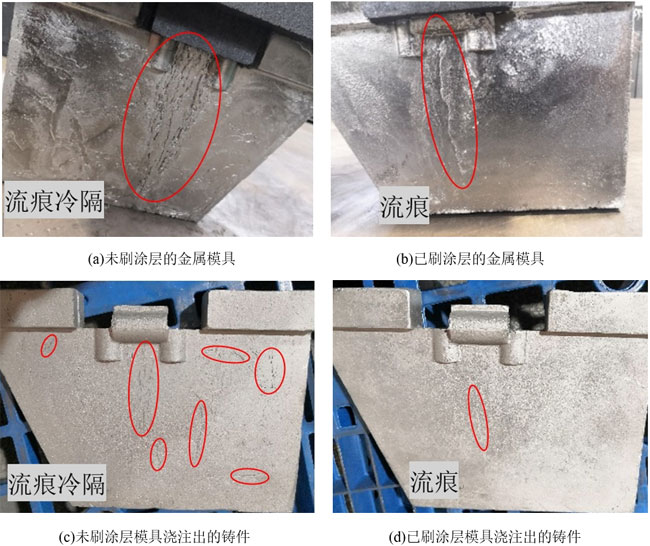
圖4 鈦合金鑄件的表面質(zhì)量
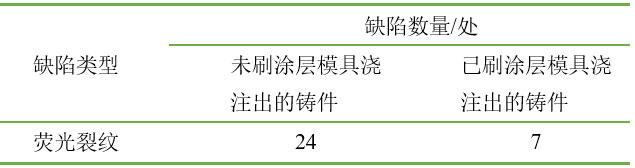
鈦合金鑄件熱等靜壓后進(jìn)行熒光檢測,缺陷數(shù)量統(tǒng)計見表1。未刷涂層模具澆注出的鑄件表面熒光缺陷共24處,已刷涂層模具澆注出的鑄件表面熒光缺陷共7處。已刷涂層模具澆注出的鑄件比未刷涂層模具澆注出的鑄件,表面缺陷減少約70%,說明金屬模具刷上涂層是可以有效改善鑄件的表面質(zhì)量。
表1 鑄件的缺陷統(tǒng)計
在鑄件本體上切割試樣進(jìn)行金相組織分析,如圖5。未刷涂層模具澆注出鑄件的試樣表面存在著極薄的擴(kuò)散層,元素向機(jī)體內(nèi)部發(fā)生了擴(kuò)散,厚度為40μm,主要為鈦的氧化物。已刷涂層模具澆注出鑄件的試樣表面擴(kuò)散層厚度為22μm,兩組模具澆注出鑄件的擴(kuò)散層相當(dāng)。圖6是對鑄件做表面能譜分析及結(jié)果,可以發(fā)現(xiàn)這些擴(kuò)散層主要是鈦和鋁硅的氧化物。鑄件表面的擴(kuò)散層可以通過噴砂或酸洗等方式去除,不影響鑄件的性能和使用。
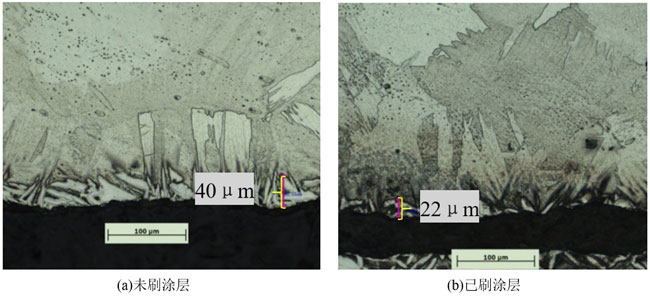
圖5 鈦合金鑄件的表面擴(kuò)散層
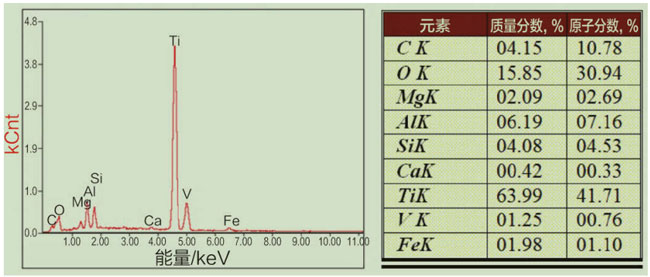
圖6 鈦合金鑄件的表面能譜分析
3.3、鈦合金鑄件的內(nèi)部質(zhì)量
鑄件的內(nèi)部質(zhì)量用X射線檢驗(yàn),按“GJB 1187A射線檢驗(yàn)”的標(biāo)準(zhǔn)進(jìn)行,并根據(jù)“HB 6573熔模鋼鑄件用標(biāo)準(zhǔn)參考射線底片”的I類B級標(biāo)準(zhǔn)進(jìn)行評判,鑄件首次探傷的缺陷統(tǒng)計結(jié)果匯總見表2。
表2 鑄件的缺陷統(tǒng)計
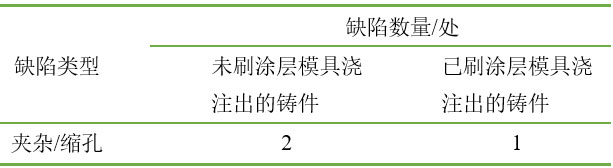
未刷涂層模具澆注出的鑄件,內(nèi)部縮孔缺陷有2處;已刷涂層模具澆注出的鑄件,內(nèi)部夾雜缺陷有1處。涂層與金屬型模具結(jié)合力較好,鑄件沒有出現(xiàn)掉渣情況,內(nèi)部質(zhì)量良好。
3.4、生產(chǎn)驗(yàn)證
生產(chǎn)上又進(jìn)行了兩爐金屬型澆注測試驗(yàn)證,鑄件材質(zhì)分別為ZTC4和ZTA2,鑄件的表面質(zhì)量和內(nèi)部質(zhì)量與上述試驗(yàn)結(jié)果相當(dāng),模具內(nèi)腔刷上涂層可提高鑄件的表面質(zhì)量,減少鑄件表面流痕冷隔、裂紋等缺陷約70%,且不產(chǎn)生掉渣等缺陷。
4、結(jié)論
⑴金屬型鑄造工藝生產(chǎn)鈦合金鑄件時,金屬模具內(nèi)腔刷上涂層,可以有效減少鑄件的流痕冷隔缺陷,熒光裂紋數(shù)量可減少約70%,且無掉渣現(xiàn)象;
⑵未刷涂層金屬模具澆注出的鑄件表面擴(kuò)散層厚度,與刷過涂層金屬模具澆注出的鑄件相當(dāng),均小于0.05 mm。
