
利用高壓冷卻,提高鈦合金的切削效率
不僅能有效地解決切削鈦合金的加工難題,并且也可有效應用於鎳基合金(例如Inconel 718—鉻鎳鐵合金718)、不 鋼和低碳鋼等難切削材料的加工上。 鈦和鈦合金因具有強度高、耐腐蝕性好、比重輕和耐熱性好等優良的綜合性能而廣泛應用于航空和航天、醫療、化學以及石油等工業中。其中,特別是航空工業以70%的消費量而成為諸如結構件、起落架零件和渦輪結構件等鈦產品的最大市場。盡管鈦材料的成本較高,然而鈦的使用還是在持續地增加。
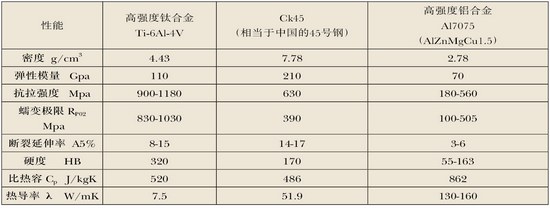
鈦合金良好的物理和機械性能(見下表),對于飛機構件具有十分重要的意義:較高的比強度,具有類似于鋼的強度,卻只有鋼一半的重量;較低的熱導率,這使構件在特別低的溫度下,不會變脆,而在較高溫度下又不會產生明顯的膨脹;較高的高溫強度,耐高溫可達550℃,而不致發生材料性能變化;較好的耐腐蝕性能,因此,鈦合金可用于制造與碳纖維材料構件相連接的連接件,以替代易產生電化學腐蝕的鋁與碳纖維材料的連接;以及較低的彈性模量,使構件具有抗塑性變形的能力等等。
表為三種材料的物理和機械性能比較
在飛機工業中,對于鈦合金的結構件,其材料切除量要達到90%。而像波音B-787這樣的大型飛機則是從超過90噸鈦合金加工成總重量約為11噸的眾多不同構件。但是,為了盡可能降低加工成本,值得去追求較高的材料切除率。然而在最近十年里鈦材料切除率只是增加了一倍,而鋁的材料切除率卻增加了5倍。目前,鋁的材料切除率已達到10L/min或更高些,而對于鈦的切削剛剛達到0.5L/min。
鑒于近幾年來,特別是在飛機制造業中,鈦合金零部件以及鈦合金/碳纖維連接構件份額不斷的增加,提高切削加工鈦合金材料的生產效率愈來愈具有重要的意義。
鈦合金是很難切削的材料
然而,鈦合金材料的這些優點卻成為其在切削加工時的難點。鈦合金材料之所以難以切削,一個主要原因之一是它很差的熱導率和較高的比熱容。這阻礙了通過切屑和工件把切削熱從切削區傳送出去。而大部分的熱(約75%)傳給了切削刀刃。很高的溫度促使在刀刃表面上發生擴散和粘結,形成積屑瘤,并同時由于鈦合金材料的高強度,在切削時產生較大的切削力。因此,在加工過程中使刀具承受著很高的熱負載和機械負載。其次,鈦合金的彈性模量低,在切削力作用下構件會產生變形,后又發生回彈,從而影響到構件的加工精度。
從這里可以看出,切削鈦合金所存在的主要問題是由于刀具吸收的切削熱太多,以至加快了刀具的磨損,迫使采用較低的切削速度,這顯然會降低加工效率和增加單件成本。例如,一個Ti6Al4V材質的渦輪增壓壓縮機葉輪,其制造費用的50%是用于切削加工的費用。
不難看出,解決鈦合金材料的切削問題在于采用耐高溫的硬質合金刀具和對切削過程中的刀具進行有效冷卻。為提高鈦合金材料的切削效率和加工可靠性,有不少刀具生產廠家和高等院校開展了卓有成效的研究試驗工作。在德國,特別是諸如Darmstadt工業大學、亞琛工業大學、Braunschweig工業大學、萊布尼茨漢諾威大學以及Dortmund工業大學等院校在鈦合金切削機理、有限元模型分析、仿真、刀具幾何角度、切削試驗和采用不同冷卻方式等方面開展了一系列研究,其中亞琛工業大學的機床實驗室(WZL)還與伊斯卡(Iscar),肯納金屬(Kennmetal),山高刀具(Seco Tools)和山特維克(Sandvik)等刀具廠密切合作開展了包括高壓冷卻等技術的研究,而萊布尼茨漢諾威大學的生產技術和機床研究所(IFW)由空中客車德國公司、肯納金屬、Paul Horn和Lehmann精密刀具等公司進行資助,開展了“通過刀具開發,提高鈦材料銑削加工的材料切除率”項目的研究工作。
高壓冷卻是一種有效解決辦法
研究表明,對刀具進行冷卻是解決鈦合金切削難題的一種有效辦法。目前,高效冷卻刀具的技術開發,主要有二種發展途徑。一種是采用高壓冷卻潤滑,另一種是采用冷氣進行冷卻,即采用液態氮(-196℃)或液態二氧化碳(CO2)(-65℃)進行冷卻,尤其是液氮,這對于冷卻銑刀是一種很有應用前景的冷卻方式。應指出,采用氮冷卻或二氧化碳冷卻進行輔助的切削是一種干式加工,這種干式冷卻不僅能冷卻刀具、有助快速斷屑和延長刀具壽命外,仍具有干切削加工所具有的眾多經濟、技術和生態效益。如圖2。
在目前,考慮到高壓冷卻的良好冷卻效果,以及現有加工中心和車削中心又都配有冷卻潤滑設備,還有許多刀具廠家又都能提供用于這種高壓冷卻的刀具,并積累了許多實際使用經驗(無論是車削還是銑削),因此,采用通過主軸的高壓冷卻潤滑液無疑是成為一種首選。
采用常規的大流量冷卻,冷卻潤滑液到達不了切削刀刃和切屑之間的切削區,不能有效地冷卻切削刀刃。 為實現有效冷卻刀具,冷卻潤滑液的供給應以較高的壓力和足夠的流量,精確地對準切削刀刃和切屑之間的接觸區。在這個接觸區形成一個高能量沖擊楔,由此縮短切屑和刀刃之間的接觸時間,降低切削區溫度,同時使切屑變脆,通過冷卻和機械沖擊力這兩個效應的疊加,很快使切屑折斷并可靠排出,從而大大提高了加工的可靠性,由此也有利于實現切削過程的自動化。
高壓冷卻有助于提高生產效率
實踐表明,通過高壓冷卻可提高50%的刀具耐用度。通過調節冷卻潤滑液的壓力大小可以影響切屑的形狀,從而改善斷屑。根據Iscar公司的資料,可以了解到在不同冷卻潤滑液的壓力下切屑成形的情況。在采用2MPa的壓力進行大流量外冷卻時,切屑成長條纏繞形的切屑;當采用8MPa壓力的內冷卻時,切屑在高壓沖擊下被折斷成小的弧形切屑。如果采用30MPa超高壓進行內冷卻,這時切屑變成了針狀形切屑。從這三個實例中不難看出,通過高壓冷卻可以控制切屑的成形,由此提高切削過程的可靠性,并可提高鈦合金加工的切削用量。
在這里應該指出,在冷卻潤滑液的壓力低于7MPa時,由于冷卻液在切削刀刃的前面產生汽化而形成汽泡,從而阻礙了熱的傳導。當采用大于7MPa的冷卻液壓力時,可以消除這種汽泡,使冷卻液直接噴到切削部位。另外應指出,采用傳統的礦物油潤滑液,在高壓冷卻切削時,油中易吸入大量空氣,致使散熱效率變差。為此,德國Fuchs Europe潤滑材料公司開發了一種基于合成脂的具有排氣性能的冷卻潤滑液(Ecocool TN2525 HP)可提高冷卻潤滑液的散熱冷卻效果。
在鈦合金加工時,主要采用機械夾固可轉位片的刀具和整體硬質合金刀具。按常規,粗加工時的切削速度一般為50m/min左右,精加工的切削速度為(200-300)m/min,在采用高壓冷卻后,切削速度可提高20%,此時不會因提高了切削速度而隨之使溫度提高。如果采用超高壓冷卻,同時又采用CBN刀具時,切削速度還可以進一步提高。但是,所用的超高壓冷卻潤滑裝置需要進行專門的配備。因為加工中心,車削中心和多功能復合機床所配備的冷卻潤滑裝置的壓力一般只有(7-10)MPa。
采用常規冷卻和高壓冷卻加工效果比較(取自Sandvik公司的資料)
從這個不同冷卻方式的加工效果比較中可以看出,高壓冷卻為提高切削參數提供了條件。采用高的切削參數可以顯著提高生產效率,大幅度降低單件費用。雖然通過高壓冷卻刀具耐用度可提高50%,但是,由于刀具費用一般只占制造費用的3%,因此這只能使單件費用減少1.5%。
采用高壓冷卻,要注意準確的協調壓力、流量和噴嘴孔徑之間的關系。根據Sandvik公司的資料,例如,在刀具上使用1mm孔徑的噴嘴,為保持壓力,需要有5l/min的冷卻潤滑液流量。因此,噴嘴孔徑大小應選擇使其產生最高的壓力和可以最佳地利用冷卻潤滑液的流量。
對于銑削加工,在采用多個刀片的情況,相應有多個數量的噴嘴,這時需要較大的冷卻潤滑液流量,如果潤滑系統流量不足,會對噴嘴出口壓力產生影響。此時,可考慮采用噴口直徑小的噴嘴,以此減少流量并保持冷卻潤滑液的噴射壓力。
采用合適的刀具和機床
在飛機工業,大多數鈦合金構件從毛坯加工至成品要切除大量的材料。構件成品的壁很簿,形狀又很復雜,常遇到的工序是銑削深槽。因此,提高銑削加工的材料切除率具有特別重要的意義。而提高材料切除率的限制因素是刀具的磨損,萊布尼茨漢諾威大學的生產技術和機床研究所(IFW)的研究表明,在銑削鈦合金(TiAl6V4)構件時,采用較小的后角(α=6o)和相對較大的前角(γ=14o)進行組合可減小刀具磨損。
由于鈦材料低的彈性模量,銑削時易產生振動。針對這種情況,在刀具設計上擬采用不等分齒的銑刀,以及采用后角為零的狹窄制動刃帶。為改善排屑,對刀具前面進行拋光處理。
提高材料切除率,往往要采用較高的背吃刀量和側吃刀量,因此,在加工時會產生較大的切削負荷。由于鈦的彈性模量較低,易引起振動。基于這些原因,機床應具有很高的剛性、很好的阻尼性能和較高的主軸轉矩以及大功率的進給驅動裝置。對于端面銑削和園周銑削槽腔或槽,可靠的排屑特別重要,為此,機床應采用臥式的主軸配置
目前,諸如DST公司的Ecoforce 2035 及2060加工中心、Hermle公司的C 60U 5軸加工中心和牧野公司的Makino T4均可用于鈦合金構件的加工。其中Makino T4是專門為加工鈦合金而設計的,該機床除了具有很高的剛性、特別穩定的機床結構、臥式的主軸配置以及大功率主軸和高效的冷卻系統外,機床還具有主動的阻尼系統,通過這種創新的阻尼系統可抑制特別在粗加工時產生的振動。該系統通過摩擦力與切削力成比例地作用于導軌,以達到摩擦力對切削力平衡作用。從而使Makino T4能夠實現較深的切削深度,達到較高的材料切除率(在粗加工時:約500 cm3/min)和減小刀具磨損。
結語
高壓冷卻技術的眾多優點在于延長刀具壽命、控制切屑成形、提高切削速度和提高工件表面質量,并由此提高生產效率。
目前,高壓冷卻技術已是一項成熟技術,在實際使用時,冷卻潤滑液較高的壓力、足夠的流量和形成精確對準切削刀刃和切屑之間接觸區的高能量射流,這對于切削刀具進行有效冷卻和實施切屑的有效控制是一個基本條件。為獲得鈦合金構件加工的最佳成果,要把高壓冷卻和刀具材料、涂層、幾何角度以及切削用量等要素的合理選用和設計結合起來。
因此,選用適合鈦合金加工的刀具以及具有高剛性、高阻尼性能和大進給力的機床是實現鈦合金構件經濟切削的另一個重要條件。
