
煅燒是水合二氧化鈦轉變成二氧化鈦的過程,這一步操作過程的要求是:(a)通過脫水脫硫使物料達到中性;(b)最好使希望的晶型得到100%的轉化;(c)粒子成長大小均勻整齊,對顏料級鈦白粉要求在0.2~0.3μm之間;(d)粒子的形狀最好近似球型;(e)要求煅燒后生成的二氧化鈦沒有晶格缺陷,物理化學性質穩定。
水合二氧化鈦的煅燒是一個強烈的吸熱反應,工業上一般在回轉窯內進行,采用直接內加熱,其化學反應式如下:

但是水合二氧化鈦的煅燒絕非是上述反應中的加熱脫水和脫硫的過程,它還涉及到TiO2粒子的成長、聚集和晶型轉化等過程,因此隨著煅燒溫度的提高,二氧化鈦的各種物性也隨之發生變化。
一般水合二氧化鈦在150~300℃之間是脫去游離水和結晶水的過程,650℃左右為脫硫過程,700~950℃期間開始銳鈦型向金紅石型轉化,在堿金屬催化劑(鹽處理劑)的存在下,轉化溫度可降低,轉化速率可加快。
在煅燒過程中二氧化鈦的相對密度,隨著晶型結構的改變而變化,從600℃的3.92(銳鈦型)到1000~1200℃金紅石型的4.25,加入促進劑后金紅石型的轉化溫度可降低至850~900℃。
折射率也隨煅燒溫度的改變而改變,通過煅燒可以使無定晶型的水合二氧化鈦1.8的折射率,轉化成銳鈦型時的2.55和金紅石型的2.71。
在煅燒過程中二氧化鈦的粒徑也不斷發生變化,水合二氧化鈦通常是0.6~0.7μm的微晶膠體的聚集體,它們是由3~10mμm的微晶組成,在煅燒時不斷增大,至750℃時這些微晶體一般都長大到0.2~0.4μm,同時粒子的表面積減少到1/10~1/20,在轉化成一定晶型后這些顏料粒子的大小基本上不發生太大的變化,但是繼續升高溫度長時間的煅燒,粒子會進一步聚集在一起成為大顆粒。
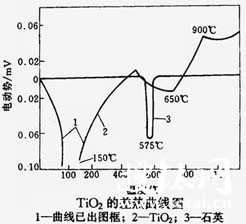
煅燒的結果使二氧化鈦獲得必要的顏料性能(消色力、遮蓋力等),同時二氧化鈦的光化學活性減弱,在酸中的溶解度降低,化學性質趨于穩定。上圖是水合二氧化鈦和石英對比的差熱分析,從圖中可以看出由于脫水所產生的吸熱過程發生在150℃,脫硫的吸熱過程發生在650℃,900℃以下的放熱過程是由于粒子表面積的縮小,900℃時的轉折點是銳鈦型變成金紅石型。從圖中還以看出,水分蒸發所需要的總熱量比脫硫所需要的熱量大得多,因此降低煅燒前物料中的水分含量是煅燒操作節能的重要措施之一。圖中1已超過圖框外形成一條完整的曲線;2為TiO2;3為石英。
煅燒是鈦白粉生產中水解以后操作要求最嚴的地方,雖然它沒有多少化學反應機理可探討(鹽處理時有一些簡單的化學反應),煅燒過程中大多數是物理變化如:相對密度、折射率、遮蓋力、消色力、吸油量、晶型、粒子大小等,這些物理變化直接影響到成品的光學性質和顏料性能,它與煅燒溫度、煅燒時間、煅燒強度、煅燒氣氛有關,并且直接受鹽處理劑的品種和加量影響。
1、水合二氧化鈦的煅燒過程
煅燒用的回轉窯通常是鋼殼內襯優質高鋁耐火磚,一般不采用硅磚,硅磚會使產品中硅的含量增高,回轉窯的長徑比一般為12~20:1,如國內常用的ф2400×38000mm、ф2800×50000mm等。加熱方式為逆向內加熱,燃料多采用煤氣、天然氣。液化氣、柴油、重油、低碳烴(C9或C10)等,窯頭為出料和加熱部位,窯尾為進料部位及廢氣排放出口并設有擋料板或收縮段防止物料倒流。窯身多為直筒型,細而長的窯身結構可以有足夠的熱量和時間來脫水、脫硫,并保證有粒子成長和晶型轉化的時間。也有異型窯如:在窯的不同部位砌有擋圈、窯尾設有縮小段、窯頭設有護大段等,顏料級鈦白粉用的回轉窯一般都設有燃燒室,避免燃燒不完全的燃料污染產品?;剞D窯的布置一般尾高、頭低,通常斜率為2%~5%,轉速每轉一圈3~7min,物料的填充系數為10%~20%,物料的停留時間一般8~16h。水合二氧化鈦的進料常采用往復式擠壓泵、軟管泵、螺桿泵、螺旋推進器等,物料在旋轉攪拌和重力的作用下緩緩向前移動,窯頭、窯尾、窯中的前半部設有若干個測溫點,有的還設有取樣口,以便隨時掌握窯內物料的煅燒情況。
物料進入回轉窯后首先是脫水過程,理論上游離水超過100℃就能蒸發掉,但是水合二氧化鈦中還含有大量的化學結合水,因此脫水過程一般在100~300℃區間。按道理脫硫過程應在脫完水以后,實際上由于化學鍵的結合,在脫水時總會夾帶部分酸和各種氧化硫的混合物與水蒸汽一道排出來。
水合二氧化鈦中吸附有大量的硫酸根,需要通過煅燒除去,一般脫硫溫度為500~800℃(通常在650℃左右),添加鉀鹽脫硫溫度最低可達480℃,添加鋁鹽可以延長脫硫時間,脫硫時所需要的溫度也較高,隨著硫的脫盡,二氧化鈦由酸性變為中性。由于在煅燒期間有大量的H2O、SO3、CO2(鉀鹽分解時的產物)釋放出來,團塊狀的物料會變得疏松呈分散顆粒狀態。脫硫時間的推遲或硫未脫盡都會影響二氧化鈦粒子的成長和晶型的轉變。
經過脫水和脫硫后的水合二氧化鈦,隨著在回轉窯內的轉動而逐步移至粒子成長和晶型轉化的高溫區,這個范圍內首先是原來不定晶型的水合二氧化鈦轉變成銳鈦型二氧化鈦(由四氯化鈦水解生成的水合二氧化鈦直接轉變為金紅石型),同時粒子開始長大,當溫度達到600℃以后粒子開始顯著增長,直至形成0.2~0.4μm左右的顏料顆粒,到950℃左右,銳鈦型開始轉化成金紅石型,如果添加了金紅石型促進劑(ZnO、TiO2溶膠等),其轉化溫度可降到850℃左右但是在高溫下長時間的煅燒,這些0.2~0.4μm的基本顏料顆粒會進一步增長,當達到1000℃時粒子可長大到1μm,有時在高溫區顏料粒子既使不繼續長大,也會燒結在一起形成粗顆粒,這可能是一些低熔點的鹽類熔化后造成二氧化鈦粒子燒結在一起。最后物料落入冷卻窯(筒)中,通過風冷或水冷后送入粉碎工序。
煅燒后物料是溫度很高的二氧化鈦顏料粒子的聚集體,需要慢慢冷卻使晶體得到松弛,可以減輕其晶格缺陷,否則二氧化鈦顏料可能會變色,甚至發生光色互變現象。一般冷卻至40℃即可,溫度太低容易吸收空氣中的水分。
2、煅燒溫度與煅燒強度
煅燒溫度與煅燒強度的影響煅燒產品質量的最主要因素。煅燒強度包括煅燒溫度和煅燒時間,它是煅燒溫度和煅燒時間的函數。把握好煅燒溫度和煅燒時間不僅產品白度好、消色力、遮蓋力高,吸油量低、耐候性也好,產品顆粒軟硬適中,否則就很難兼顧上述所有的顏料性能,因此在煅燒操作時不僅要使物料達到一定的溫度,還要保證物料在這一區域停留的時間,不能太長也不能太短。
通常遮蓋力、消色力和耐候性隨煅燒溫度的提高而提高,吸油量隨煅燒溫度的提高而降低。但是溫度過高或在高溫區間停留時間過長,粒子變硬、白度下降泛黃變灰;吸油量由于燒結在一起的粗顆粒中空隙較多而增高;消色力和遮蓋力有可能因為基本粒子的進一步長大,導致對光反射和散射能力下降而降低;溫度過高有時也會造成二氧化鈦晶格脫氧而帶灰相。相反如果煅燒溫度較低,表面上對干粉白度可能有一點好處,粒子也較松軟好粉碎,但對提高消色力和遮蓋力沒有好處。
二氧化鈦顏料粒子的成長和晶型轉化都是發生在脫水、脫硫后的煅燒后期(靠近窯頭部位的高溫區),而粒子的增長和晶型轉化時的晶格重新排列都需要一定的時間和溫度,也就是需要一定的煅燒強度。如果煅燒溫度達到要求,或停留時間太短,會造成物料燒不透,用pH試液檢查可以明顯看到有未燒透的夾生料混在其中,產品分析時可以發現晶型轉化率低、吸油量高、pH、消色力和遮蓋力都偏低,顏料性能不好;如果采取相對較低的溫度,延長停留時間的辦法雖然可以減輕上述弊病,但產量太低,而且在窯頭接近火焰的地方,由于在高溫下煅燒時間過長,會發生物料過燒,可以在窯頭前設置燃燒室,避免高溫火焰直接接觸物料,對產品質量有很大的幫助,因此正確掌握煅燒溫度和煅燒時間是提高產品質量的基本保證。
3、煅燒氣氛與溫度梯度
二氧化鈦的煅燒需要在氧化氣氛中進行,因為二氧化鈦屬于n型半導體,煅燒時的氧氣分壓越小,越容易產生晶格缺陷,同時使金紅石化加快,會使銳鈦型產品中混入金紅石型而降低產品的白度。
煅燒氣氛主要靠燃燒時助燃空氣的比例如窯內的通風情況以及煙囪的拔風狀況來決定。窯內氣氛好。燒出來產品的白度、光澤好,通風的狀況可用窯內的壓差來表示,壓差大窯內煅燒氣氛好,以利煅燒時H2O、SO3及進排出,但壓差過大,熱量損失大,隨尾氣帶走的粉塵也較多??諝膺^剩的比例一般≥20%,以煤氣為燃料時過剩比例還要高一些,由于許多燃燒器和燃燒噴嘴的空氣混合方式和混合比例,制造廠出廠時已設定好,不宜隨便調節,因而都采用風機供風的方法來調節。一般燃燒器和噴嘴所用的助燃空氣稱為一次風,它直接關系到燃料是否燃燒完全;窯頭觀察孔、爐門、落料口的擋板開啟大小,可以補充自然風又稱三次風,它對減少窯頭過燒現象有幫助,因此正確掌握和調節這3種風量的比例是優化煅燒操作的重要手段。
溫度梯度指回轉窯窯頭至窯尾之間的溫度梯度。窯頭溫度直接決定產品的煅燒強度,對產品的pH、白度、消色力、遮蓋力、吸油量、晶型轉化、粒子大小及聚集程度影響很大,但窯尾溫度的高低也不可忽視,它影響脫水、脫硫的時間,也影響物料的停留時間和煅燒強度。窯尾溫度一般要求在250~400℃之間,窯頭溫度因測溫點設置的位置不同和是否有燃燒室,各個工廠表示的溫度范圍略有差異。
對于顏料級鈦白粉最重要的是距窯頭出料部位15%長度內(如窯長38m,即距窯頭5~6m)的溫度梯度以及達到預期晶型轉化溫度前50℃的溫度控制和停留時間是十分重要的,因為這一段是二氧化鈦粒子成長、晶型轉化的區域,對最終二氧化鈦粒子的大小、形狀、顏料性能都有十分重要的影響。一般要求這一段的加熱速率不應超過100℃,如在煅燒銳鈦型鈦白粉時,窯頭溫度920℃,那么離之一點5m處的溫度不應超過820℃,所以有的工廠在這段窯身上設有4~5個測溫點,至于窯的中部和后半部是否設有測溫點并不重要,關鍵是窯頭、窯尾和窯頭前5~6m處的溫度一定要嚴格掌握。溫度梯度的調整主要靠控制燃燒室和窯頭的溫度以及控制窯尾空氣的流量來解決。
4、鹽處理劑及其他雜質對煅燒的影響
由于二氧化鈦顏料在煅燒時對煅燒溫度、煅燒時間十分敏感,因此在嚴格控制煅燒溫度和煅燒時間的同時,調整鹽處理劑的品種和用量,不僅可以相互補償,而且可以獲得優良而完整的顏料性能,鹽處理劑中特別是碳酸鉀、磷酸、氧化鋅二氧化鈦溶膠的作用最明顯。
增加碳酸鉀用量可以明顯減輕煅燒強度過高的負作用,使粒子松軟、白度提高,但對吸油量無益;磷酸具有同樣的效果,但效果不如碳酸鉀明顯;氧化鋅和二氧化鈦溶膠是很好的金紅石型轉化促進劑,它可以顯著降低金紅石型轉化時所需要的溫度,特別是二氧化鈦溶膠可以使二氧化鈦粒子生長得比較規則,成為渾圓形的顆粒,但氧化鋅加入過多會使涂料泛黃、變稠,這一點用鋁鹽可以彌補氧化鋅的缺點,但煅燒時的溫度比氧化鋅高。
偏鈦酸中的某些雜質離子,對二氧化鈦粒子的增長和晶型轉化也有一定的影響,一些負離子(陰離子)對粒子的增長和晶型轉化起阻礙作用,它們的作用與陰離子的體積有關,其阻礙作用的順序依次為Cl-<SO42-<PO43-.有些金屬氧化物不僅影響產品白度,而且對粒子的增長和晶型轉化有促進作用,它們的氧化銅、氧化鈷、氧化鎳、氧化錳、氧化鉻等,其中氧化銅的促進作用最大。
5、煅燒時產品質量的控制和分析
如果煅燒產品顏色好、消色力低,這說明溫度梯度大,加熱速率快,應設法使溫度梯度平緩下來;
如果煅燒產品顏色差、消色力低、粒子較硬,這是煅燒過度的信號,應降低煅燒溫度,使第1點溫度降下來,待顏色好轉后,再調整溫度梯度使消色力逐步提高;
如果煅燒產品顏色差但消色力好,這說明第1點溫度高,在保持消色力的情況下,逐步降低第1點的溫度,然后再調整溫度梯度。
煅燒操作的一條重原則就是“穩定操作”,當發生問題時不要急于動它,更不能頻繁的調整溫度、進料量和風量,每調整1次溫度至少間隔1h,在第1次調整沒有明顯效果之前,不能馬上作第2次調整,每次調整的幅度不能超過±5℃。
在煅燒操作過程中如果發生質量突然下降,很可能是煅燒操作本身的問題或鹽處理配方發生了變化(或鹽處理攪拌不均勻)如果產品質量呈緩慢下降的趨勢,問題一般出在偏鈦酸本身的質量問題,包括前面水解、晶種、鈦液的質量等造成的影響。
