
一、前言
鈦中同素異構體,在溫度低于882℃時是密排六方晶格結構,稱α鈦,在882℃以上呈體心立方晶格結構,稱β鈦。鈦合金各種牌號是在鈦的兩種不同結構組織中添加不同種類的數量合金元素而成。
鈦及鈦合金具有優良的物理機械特性,比重小、比強度高、耐高溫、耐腐蝕、超記憶、無磁性、彈性模量低、生物相容性好、低溫性能好、導熱系數小等。由于鈦及鈦合金具有一系列優良的物理機械性能,因此在航天、航空、航海、船舶、石油、化工、汽車、醫療等工業領域得到廣泛的應用。但是,鈦及鈦合金某些物理機械性能給切削加工帶來了困難,是屬于難加工的金屬材料之一。必須考慮鈦的特性,選擇適合切削加工方法,掌握一定的加工技術,選擇好刀具材料,選擇最佳切削速度和切削量、切削液等,這樣對鈦及鈦合金切削加工就容易多了。
二、鈦及鈦合金切削加工的特點
1、密度小,強度高,比強度大
鈦的密度中4.51g/cm3為鋼的57%,只是鋼的一半多一點,是銅的50%,鋁的1.5倍。抗拉強度在-253~600℃范圍達1400mpa內,它的比強度(抗拉強度/密度)在金屬材料中幾乎最高。鈦合金的比強度是不銹鋼的3.5倍,是鋁合金的1.3倍,是鎂合金的1.7倍。
2、耐熱性高,導熱系數小
鈦合金在工作溫度可達500℃,在300~350℃溫度下鈦合金的強度比鋁高10倍。
鈦及鈦合金導熱系數最小,僅為鋼的1/5,鎳的1/4,鋁的1/13,銅的1/25。鈦合金導熱系數低,是鈦在切削加工性能不好的原因之一。在切削過程中產生的熱量難以消散,所產生的熱量大部分集中在刀口和工具傾面上,刀具磨損增大,縮短工具壽命。
又因為鈦的磨擦系數大,同鋼相比,在切削加工中切削容易產生高溫,不易散熱,使刀具的磨損加速,切削加工產生的高溫難以向材料內傳導,導致切削后溫度增高。
3、鈦的化學性能
鈦及鈦合金化學活性大,能與大氣中氫、氧、氮等起化合作用,鈦及鈦合金開始強烈吸收氫、氧、氮的溫度分別為300℃、500℃、600℃,這些元素與鈦及鈦合金表面作用后,形成了硬脆表層,深度可達0.1~0.15mm,硬化程度為20%~30%,所以鈦及鈦合金是屬于活性大的金屬材料之一。在切削加工時刃口和切屑在高溫高壓下接觸,刀具材料和被切削的鈦材的成份發生反應,由于熔敷擴散形成合金,在刀前面應生粘附,并形月牙洼,加速刃具損壞,縮短工具壽命。可見氧對鈦及鈦合金的切削加工性能影響很大。
在切削鈦合金時刀尖應力大,主切削力要比切削45號鋼小2/3,而切屑與前刀的接觸長度都是45號鋼的50~60%。應力是45號鋼的1.3倍,由于刀尖附近應力集中,因而刀尖或切削刃容易磨損甚至損傷。
4、粘結和擴散磨損
在切削時,切削條件要適當,切削速度要低,進刀量要大,正確選擇刀具材料,由于鈦及鈦合金的親和力大,而使摩擦表面的接觸點容易相互粘結。相對運動時,帶走刀具材料而造成粘結磨損與鈦起化學作用,用1/9類硬質合金切削時,切屑分yg類硬質合金,生成碳化鈦(tic)層,同時也生成一些碳氧化合物,這一層沒有粘結劑(鈷)存在,所以碳化鈦是在沒有鈷的情況下被磨損掉的。硬質合金中的碳又不斷擴散,形成新的碳化鈦層,又不斷被磨損掉。因此擴散而造成前刀面磨損過程,因鈦及鈦合金彈性模量小,彈性恢復大,在切削作用下,產生彈性恢復,大的回彈量將使刀具切削的實際后角減少,加劇后刀面與加工表面間的摩擦。
切削時應盡量可能選擇與鈦合金化學親和力小的刀具材料,保持切削刃的鋒利程度,選擇合理的切削量。
三、鈦及鈦合金的切削刀具材料選擇
在切削鈦及鈦合金,刀具材料選擇基本要求是,要有足夠的硬度(冷硬性)、足夠的強度的韌性、足夠的耐磨性、足夠的耐熱性。
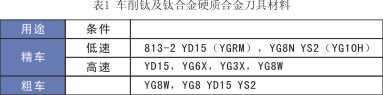
1、車削鈦及鈦合金
切削力不大,加工硬化也不嚴重,容易獲較好的表面光潔度。因切削溫度高,刀具磨損較大,刀具耐用度低,選擇車削鈦合金刀具材料(見表1)。
2、銑削鈦及鈦合金和刀具材料選擇
對鈦及鈦合金進行銑削加工比車削加工困難。銑削過程中的不連續切削,使刀具承受沖擊載荷,加上刀齒熔敷切削造成的粘結,刀具易崩刃,銑刀切削刃區域粘結的鈦合金量與切屑的厚度成正比。當刀齒再次切入工件表面時,粘結的鈦合金剝落,從而使刀具出現磨損區。隨著粘結量的增大,磨損區也增大,嚴重時切削刃崩落,損壞銑刀。應采用順銑,宜用直徑小,齒數多的銑刀,這樣減少偏斜和振動。通常銑削鈦的銑刀刀齒的后角比普通銑刀大30~50%,如果崩刀,后角可取小些。
銑削鈦及鈦合金的立銑刀、圓柱銑刀、三面刃銑刀等一般都采用高速鋼制成,成形銑刀更是如此。常用材料為w12mo 3gr4 v3co5s2。
端銑刀可采用ys2(yg10h)和yg8硬質合金刀片。由于ys2是超細晶粒硬質合金,具有很高的強度和韌性,而且抗粘結能力強,因而銑削鈦及鈦合金的效果要比yg8好。
