

一、圖樣理論分析
異型零件通過數控機床加工能較好地控制尺寸精度,更能提高加工效率。
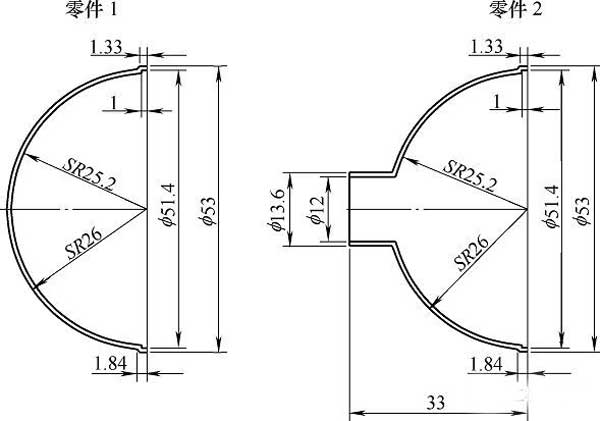
鈦合金球殼封頭為壁厚0.8mm的異型零件,母材為直徑54mm、長度65mm的實心鈦棒,要求加工零件1和零件2各一件,形狀雖簡單,但無裝夾位置,壁薄、精度要求高,且加工完成后還有質量要求,單件質量為(19±1.5)g,材料硬度高、彈性好,切屑難以斷落,屬于加工難度較高的零件。
二、夾持模具的設計
由于零件毛坯無夾持位置,首先要解決夾持問題。在不損壞零件的情況下,盡量增大夾持力,保證加工安全可靠。
根據圖樣所示零件形狀,設計制作出了三種配套夾持模具:第一套解決內孔圓球表面的加工問題,將不通孔球殼外表面圓球加工成形后,再裝入夾持模具中,然后模具以螺紋聯接固定并夾緊工件進行內圓球面加工。第二套為通孔的球殼體加工夾持模具,先加工內圓球表面,再將加工好內孔的零件放入第二套夾持模具中固定夾緊后,進行外表面切削加工。第三套是為了解決批量生產的問題,將毛坯件裝入該夾具后,加工不通孔球殼,無需重新找正對刀;加工通孔球殼內表面同樣是將毛坯件裝入第二套夾具后加工,也不需重新找正對刀,極大地提高了加工效率,且保證了加工精度。
1、夾具1的制作
夾具1材料為45圓鋼,車到φ60mm,一端加工成M60×1.5mm的細牙外螺紋,螺紋長度為19.5mm,螺紋前端留3.5mm光面,直徑為φ58.4mm,便于裝夾時和夾具1-2配合夾緊不通孔球殼。
按圖樣不通孔球殼零件外形尺寸SR26mm加工出夾具內圓(夾具1-1),表面粗糙度值Ra=3.2μm。
夾具1-2為夾緊螺帽,一端做成φ51.4mm的孔,長度為6mm;另一端做成M60×1.5mm細牙內螺紋,長度為20mm,退刀槽寬度為2mm。
2、夾具2的制作
夾具2材料為45圓鋼,車到φ51.4mm,按圖樣通孔球殼零件內圓尺寸加工出夾具外圓,前端留56mm加工成φ12mm的圓柱,頂端加工成M10外螺紋,螺紋長度為40mm(夾具2-1)。
車削外圓為φ13.6mm、內孔為φ12mm、長度為23mm的圓套(夾具2-2)。
3、夾具3的制作
車削臺階開口套,以便于夾緊零件和批量加工時定位。
三、工藝分析
裝夾問題的解決使零件的所有加工內容都能在數控車床上進行。
異型零件在普通臥式車床上難以加工,在數控車床上容易實現,使用少數幾種刀具即可完成其一系列工藝內容的加工,有利于程序的設計,有利于控制尺寸精度。
因為有專用夾具作為定位基準,所以定位問題已在設計夾具中考慮。
四、加工方法的選擇
根據零件內外表面尺寸精度及表面粗糙度要求各異的特點,分別對內外表面制定不同的加工方法。加工工件內表面時要求對刀精確,并使用刀具補償,防止過切,造成壁厚不均勻;外表面的表面粗糙度要求較高,加工時需進行精加工;端面加工只需要去平端面即可。
五、加工方案的確定
毛坯料是封閉半球殼與通孔球殼連在一起的坯料,先對封閉半球殼進行外表面加工,然后切斷,再裝夾在第一套夾具中進行內表面加工;而通孔半球殼的加工則是先加工內表面,再裝夾在第二套夾具中進行外表面加工。
六、對封閉球殼的加工順序安排
毛坯裝夾加工外表面:
?、賹⒚鞣湃氲綂A具3中,并夾持在車床卡盤上,粗車SR26mm外球面。②粗車斜梯型凸臺。③粗車φ53mm外圓表面。④精車SR26mm外球面。⑤精車斜梯型凸臺。⑥精車φ53mm外圓表面。⑦切斷(盡量到切斷刀允許的深度)。⑧取下用鋸床鋸斷。
七、加工內表面
加工內表面:
?、賹⒉煌琢慵湃電A具1中精確鉆孔。先鉆φ12mm孔,鉆孔深度為25mm,再擴孔,以減少切削量,提高加工效率。②將夾具1-1夾持到車床卡盤上,用百分表找正。③將不通孔零件放入夾具1-1中,用夾具2-1擰緊。④為防止刀具干涉,粗車φ51.4mm內階梯表面,粗車異型內孔到半球深18mm處。⑤用宏程序車半球頂部。⑥精車φ51.4mm內階梯表面。⑦精車SR25.2mm內孔表面。
八、加工通孔半球殼的工序安排
第一次裝夾加工內孔表面:
?、賹⒘慵?的毛坯放入到夾具3中,并夾持在車床卡盤上,鉆φ12mm的通孔。②先用φ20mm鉆頭擴孔,再用φ30mm鉆頭擴孔,孔深為25mm。③車削端面,保證端面平滑,長度符合圖樣要求。④粗車φ51.4mm內階梯表面。⑤粗車SR25.2mm內孔表面。⑥精車φ51.4mm內階梯表面。⑦精車SR25.2mm內孔表面。
第二次裝夾加工通孔球殼外表面:
①將夾具2-1夾持到車床卡盤上,用百分表找正。②將第一次裝夾加工內孔表面通孔零件放入夾具2-1中,再套上夾具2-2,用螺帽擰緊。③粗車φ13.6mm外圓表面。④粗車SR26mm外表面。⑤粗車階梯倒角。⑥粗車φ53mm外圓表面。⑦精車φ13.6mm外圓表面。⑧精車SR26mm外表面。⑨精車階梯倒角。⑩精車φ53mm外圓表面。?去端面毛刺。
九、刀具及機床選擇
零件加工時使用專用夾具作為裝夾器具,零件原點與機床坐標系的相互位置在加工第一個零件對刀時已確定下來,以程序設計原點作為工件原點,該零件屬于短小零件,所以采用工件坐標系(100,100)處作為換刀點,節省加工時間。
1、刀具走刀路線的確定
通孔半球殼加工外圓表面時采用G71縱向走刀,加工零件內表面時考慮內孔鏜刀刀柄直徑及回轉半徑,采用G72橫向走刀方式;封閉半球殼加工外圓表面時采用G71縱向走刀,加工零件內表面時,采用G72橫向走刀和宏程序相結合的方式進行,當車刀接近球頂時會和工件產生干涉,需要編制宏程序加工,避免刀具干涉,再用G03圓弧走刀,保證表面光滑無連接痕跡。
2、刀具的選擇
通過對零件圖樣尺寸精度、材料等綜合分析,選用數控機夾刀進行切削,外表面使用90°外圓車刀,鉆孔使用鎢、鈦、鉭(鈮)類合金鉆頭,內孔表面加工使用刀桿直徑8mm、刀尖角為107.5°的內孔鏜刀,安裝時向主軸方向偏3°~5°,盡量避免刀具干涉,刀片均為M類系列中的硬質合金刀片。
3、數控程序設計中的數學處理
編寫程序時所涉及的節點通過CAD軟件畫圖進行查找。宏程序最后走刀值為宏程序起刀點X方向與零件直徑相對差值。
宏程序最后一刀X方向起刀點為φ35.27mm,零件直徑為50.36mm,50.36-35.27=15.09mm,由于精加工X方向留0.3mm、Z方向留0.2mm余量,所以宏程序自變量控制值為-25mm(25.2mm-0.2mm),X方向相差值為14.49mm(15.09mm-0.6mm)。
十、檢驗與調整
用改制千分尺測量,配合改制的高度游標卡尺測量壁厚,要求壁厚均勻。
用天平稱零件的質量,質量在(19±1.5)g,如果超重應放回到夾具中重新加工。
