關鍵詞: 鈦合金;異種金屬;焊接
異種金屬焊接是指將兩種不同種類和性能的金屬材料通過特定的焊接工藝連接在一起并形成具有完整性和預期使用性能的結構件[1]。由于異種金屬連接的特殊性,常用方法有擴散焊、攪拌摩擦焊、熔釬焊、激光焊、冷壓焊等特種連接技術。鈦合金因具有比強度和熱導率高、耐腐蝕性和生物相容性好等優點而被廣泛的應用在航空航天、醫療器械等行業中[2]。研究鈦合金和異種金屬的焊接是充分發揮鈦合金的優異性能和擴展其應用范圍的有效途徑。當前,主要的研究熱點有鈦合金和鋁合金、鋼、銅合金、鎂合金等異種金屬的焊接。
1 鈦合金和鋁合金的焊接
鈦合金和鋁合金的焊接問題隨著航空航天工業的發展而受到各個國家和眾多研究者的重視。然而由于鈦合金和鋁合金在晶體結構、熱膨脹系數、熔點和熱導率等方面存在著較大的差異,常規的焊接方法很難獲得可以滿足使用要求的焊接接頭。為了解決鈦合金和鋁合金在焊接過程中存在的問題,研究者對鈦合金/鋁合金的擴散焊、攪拌摩擦焊、電子束熔釬焊、激光焊、真空釬焊、液相擴散焊等方法進行了大量實驗和研究[3-6]。
姚為等[7]采用擴散焊技術對TA2/LF6異種金屬進行了實驗,研究發現當焊接溫度超過525℃時,Ti/Al/Mg三種元素將會發生擴散反應生成Al18Ti2Mg3型中間相,焊接接頭的結合強度取決于擴散反應產生的新相區和固溶冶金結合區,結合強度隨擴散反應新相區的增大而降低,隨固溶冶金結合區的增大而升高。圖1顯示了焊接溫度對TA2/LF6擴散焊焊接接頭剪切強度的影響。可以看出當焊接溫度為500℃時,焊接接頭的抗剪強度隨保溫時間的延長而增加,當保溫時間為600 min時達到最大值74 MPa;當焊接溫度為525℃時,焊接接頭的抗剪強度在保溫240 min 時達到最大值83MPa,之后急劇減小;當焊接溫度分別為550℃和565℃時,焊接接頭的抗剪強度最大值降低,分別為61 MPa 和55MPa。
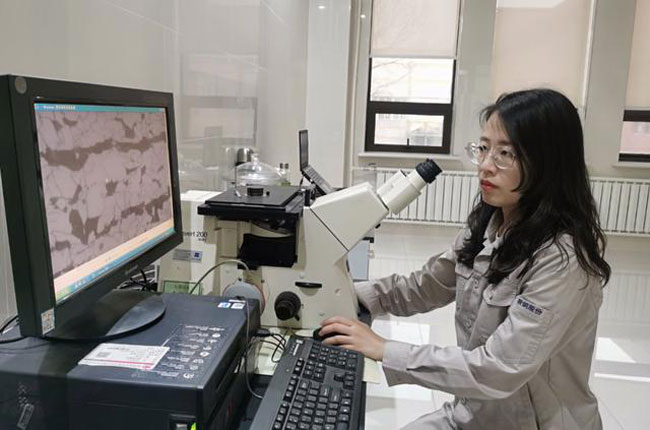
張振華等[8]對TC4鈦合金與5A06鋁合金進行了攪拌摩擦焊接實驗,指出采用最佳工藝條件(n=1500 r/min,ν=60 mm/min,T=0.1 mm)進行焊接時獲得的Ti /Al對接焊縫的抗拉強度達到可以達到5A06 鋁合金抗拉強度的 88%左右,且其斷裂主要發生在鋁側焊合區內。圖2(a)為最佳工藝條件下TC4/5A06攪拌摩擦焊焊接接頭對應的鈦合金一側斷裂面掃描圖。可以看出圓形標記區域為平坦光滑的脆性解理面,說明該處界面為脆性連接,界面結合強度較低。圖2(b)為圖2(a)矩形標記區域的局部放大圖,該區域大量分布的緊密排列的韌窩說明該處界面為韌性連接,界面結合強度較高。
王亞榮等[9]采用電子束熔釬焊對TC4鈦合金和5A06鋁合金進行了冶金結合,研究發現Ti/Al元素在焊接過程中在界面處產生了互擴散現象,并形成了寬度約為1.0~1.6 mm的中間層,其中在鈦合金一側形成了寬度約為20~40 μm的擴散層,而在鋁合金一側則分布著大量金屬間化合物。該法所形成的界面能夠提高鈦合金/鋁合金焊接接頭的力學性能。
2 鈦合金和鋼的焊接
鈦合金/鋼異種焊接復合結構不僅具有鈦合金高的比強度和良好的抗腐蝕性能,還兼容了鋼材料應用范圍廣、價格便宜的優點[10]。但由于鈦合金和鋼的熱導率和線膨脹系數的差異性太大,且互溶性又較差,焊接時容易生成脆硬性的Ti-Fe金屬間化合物,致使鈦合金/鋼的異種焊接困難。為了解決這些問題,研究者對有關鈦合金/鋼異種金屬的擴散焊、釬焊、爆炸焊等焊接技術進行了深入研究和分析[11-13]。
Ting Wang等[14]對Ti6Al2Zr2Mo2V鈦合金和304奧氏體不銹鋼進行了電子束焊接,采用的填充材料為V/Cu基復合材料。實驗表明單一的填料不能有效的抑制Ti Fe金屬間化合物的生成,只有兩種或者兩種以上的填料才能達到抑制效果。Taeshin CHUNG等[15]分別使用了Ti+Zr基40Ti-20Zr-20Cu-20Ni釬料、銀基Ag-6Pd釬料、鎳基 BNi2和BNi7釬料對Ti-6Al-4V鈦合金和STS304不銹鋼進行了釬焊實驗。實驗證明,Ni基填充材料中的Ni可以有效地起到穩定元素的作用,從而降低β相的轉變溫度。對于Ag基填充材料來說雖然加入其他材料可以提高焊接接頭的強度,但由于Ag和Ti的親和性較差不能有效地提高填充材料的擴散。潤濕角和進入鋼側母材擴散原子數BNi7≥BNi2>40>Ag-5Pd。李炎等[16]對鈦與20鋼爆炸焊接結合區的顯微組織進行了分析,在焊接界面處的鋼側和鈦側母材內都含有高密度位錯,其中,鋼側面出現了等軸細晶及變形拉長的晶粒區。結合區內可以觀察到相互熔合的復合界面,說明爆炸產生的高能量使界面金屬熔化,液體金屬的噴射與急冷使結合區內出現微晶、微孿晶及鈦的亞穩相。Yongqiang Deng等[17]用純Ag作為填充材料對工業純鈦和304不銹鋼進行壓力擴散焊,實驗表明Ag可以有效地抑制脆性金屬間化合物Ti-Fe的形成,而Ag形成的金屬間化合物承載能力較強,從而提高焊接接頭的強度。
3 鈦合金和銅的焊接
銅合金作為良好的導電導熱材料在航空航天、化工、造船、能源等領域被廣泛應用。將鈦合金和銅合金焊接形成復合結構材料具有廣闊的應用前景。目前為止,已經有不少的人研究過鈦合金/銅異種金屬的連接或焊接 [18-20]。
Lee等[21]使用鋯基釬料進行Ti-Cu異種金屬的釬焊,研究發現,隨著釬焊時間的增加,釬料中的Zr和母材中的Ti、Cu發生反應,從而導致接頭部分敏感區域由富鈦相向富銅相轉變。而且隨著釬焊時間的變化,接頭中金屬間化合物的形成基本上分為三個階段(1)焊縫界面區Ti2Cu金屬間化合物的形成;(2)Ti2Cu/TiCu在和Cu2TiZr兩相結構金屬間化合物的形成;(3)向富銅相金屬間化合物的轉變,并且發現當接頭由Ti2Cu/TiCu + Cu2TiZr相組成時,接頭可以獲得最大抗拉強度。Nizamettin等[22]利用爆炸焊進行Ti-6Al-4V板材和紫銅板材的連接,研究了不同量爆炸材料的使用對結合界面的影響。抗剪切試驗發現接頭斷裂位置位于銅板一側,而不是焊縫結合面處。隨著爆炸材料配比的增加,界面處晶粒細化非常明顯。另外,在焊縫結合面處沒有發現金屬間化合物的生成。Meshram 等[23]對工業純鈦和紫銅進行了摩擦焊接研究,他們發現焊接時間過長將會導致較厚金屬間化合物中間層的形成,從而導致接頭強度降低。趙熹華等[24]研究了鈦合金和銅合金的擴散焊接,并對接頭接合區形貌進行了分析討論,試驗結果表明,采用Ni、Ni/Cu復合層作為中間層時,鈦合金一側的鎳擴散速度慢,并且擴散不充分,導致接頭存在宏觀裂紋,接頭強度較低。當采用Cu作為中間層時,接頭裂紋缺陷消失,強度增高。張凱鋒等[25]采用Cu箔作為中間層進行TB2鈦合金的擴散焊,研究發現,在所選的擴散工藝參數下,擴散接頭生成 Cu3Ti2、CuTi、CuTi3金屬間化合物,對接頭力學性能產生嚴重負面影響。 4 鈦合金和鎂合金的焊接
鎂合金因具有比強度和比剛度高、地磁屏蔽性能和阻尼性能好等優點而被廣泛的應用于航空航天、汽車工業和電子?a品等領域中。將鈦合金和鎂合金進行異種金屬焊接,可以有效改善鎂合金高溫力學性能和耐腐蝕性能差的缺點,解決鎂合金性能短板,結合鈦合金和鎂合金的性能優勢,提高其應用范圍。目前鈦合金和鎂合金之間主要存在著擴散焊、爆炸焊、電阻焊和攪拌摩擦焊等焊接方法[26-28]。
Watanabe等[29]對ZK60鎂合金和鈦合金板材進行攪拌摩擦焊,重點研究其界面擴散區的微觀組織和接頭的力學性能,并與純鎂-鈦的攪拌摩擦焊接頭進行對比。研究顯示可以通過攪拌摩擦焊的方法來實現ZK60鎂合金與鈦合金板材之間的冶金連接。拉伸試驗發現斷裂面主要發生在接頭界面部分的ZK60鎂合金與攪拌區之間。此外,ZK60鎂合金中的鋅、鋯等合金元素在攪拌摩擦焊過程中與鈦在接頭界面處發生反應形成一很薄的反應層,由于純鎂和鈦合金接頭界面處沒有形成反應層,使得ZK60鎂合金與鈦合金接頭的抗拉強度要高于純鎂和鈦合金接頭。
熊江濤等[30]以50μm厚的純Al作為過渡金屬對AZ31B鎂合金/Ti-6A1-4V異種金屬間進行了擴散焊實驗。研究發現若保溫時間控制在3h,焊接溫度是改變接頭微觀組織、界面新生相與連接強度的重點影響因子。若焊接溫度比450℃小,則在Mg/Al接觸層沒有共晶組織形成,不能完成鎂合金和鈦合金之間有效結合;若焊接溫度在450℃到480℃,則焊接溫度成為Mg/Al/Ti接觸層的主要控制因素,主要對連接界面處反應產物的組織形貌與結構產生波動變化。若焊接溫度達到470℃,保溫時間達到3h,則連接界面剪切強度最高,是72.4MPa,達到了AZ31B母材(86MPa)的84.2%。
5 問題和建議
由于鈦合金和異種金屬的熱導率和線膨脹系數存在較大差異,在焊接過程中容易形成脆性的金屬間化合物,導致焊接接頭強度變差。因此在焊接過程中加入適當的中間過渡金屬、選擇合適的焊接工藝和焊接方法對改善焊接接頭的微觀組織和力學性能是十分必要的。
參考文獻
[1]曲文卿,董 峰,齊志剛,等.異種材料的先進連接技術[J].航空制造技術,2006(12):16-21.
[2]謝成木. 鈦及鈦合金鑄造[M].北京:機械工業出版社,2004:20-26.
[3]Vaidya W, Horstmann M, Ventzke V, et al. Improving interfacial properties of a laser beam welded dissimilar joint of aluminum AA6056 and titanium Ti6Al4V for aeronautical applications[J]. Journal of Materials Science Letters, 2010, 45(22): 242-254.
[4]Zhao P.F., Kang H. Study on vacuum brazing of dissimilar alloys of Al/Ti[J]. Journal of Materials Engineering, 2001, 4: 25-28.
[5]李亞江,S.A. Gerasimov. Ti/Al異種材料真空擴散焊及界面結構研究.材料科學與工藝,2007,(15):206-210.
[6]白建紅,傅莉等.鈦合金/純鋁異種金屬摩擦焊接工藝.焊接學報,2006,27(11):50-53.
[7]姚為,吳愛萍,鄒貴生,等.LF6/TA2擴散焊接接頭組織結構及性能[J].焊接學報,2007,22(12):89-93.
[8]張振華,沈以赴,馮曉梅,等.鈦合金與鋁合金復合接頭的攪拌摩擦焊[J].焊接學報,2016,37(5):28-32.
[9]王亞榮,滕文華,余洋,等.鋁/鈦異種金屬的電子束熔釬焊[J].機械工程學報,2012,48(20):88-92.
[10]Shuhai Chen, Mingxin Zhang, Jihua Huang, et al. Microstructures and mechanical property of laser butt welding of titanium alloy to stainless steel [J]. Materials and Design, 2013, 53(1): 504-511.
[11]祁凱,于治水,李瑞峰.1Cr18Ni9Ti不銹鋼/Ti6A14V鈦合金真空釬焊工藝研究[J].熱加工工藝,2011,40(19):162-164.
[12]周榮林,郭德倫,張銀根.相變擴散連接工藝參數對鈦與不銹鋼接頭強度的影響[J].中國有色金屬學報,2002,12(4):663- 667.
[13]王廷,張秉剛,陳國慶等.鈦/鋼異種金屬焊接存在問題及研究現狀[J].焊接,2009(5):29-33.
[14]Ting Wang, Binggang Zhang, Guoqing Chen, Jicai Feng. High strength electron beam welded titanium?Cstainless steel joint with V/Cu based composite filler metals [J]. Vacuum, 2013, 94 (1): 41-47.
[15]Taeshin CHUNG, Jungsoo KIM, Jeongseok BANG, Byoungho RHEE, Daegeun NAM. Microstructures of brazing zone between titanium alloy and stainless steel using various filler metals [J]. Transactions of Nonferrous metals Society of China, 2012, 22(10): 639-644.
[16]李炎,吳逸貴,張芳松,徐國照.鈦/20G鋼爆炸焊接復合界面分析[J].材料開發與應用,1993,(6):28-33.